LGG 180 - 280 / 400 M
Passione per la superficie.
Highlights
Lunghezza macchina - 3.000 mm
3.000 mm
Larghezza macchina - 2.200 mm
2.200 mm
Altezza macchina - 3.000 mm
3.000 mm
Diametro del pezzo - 180 - 400 mm
180 - 400 mm
Corsa assiale - 660 mm
660 mm
Corsa di shifting - 230 - 270 mm
230 - 270 mm
Posizione min. sopra la tavola - 90 mm
90 mm
Angolo di rotazione della testa portamola - 45 °
45 °
Numero di giri del pezzo - 3.000 min-1
3.000 min-1
Affidabilità
Tempi di rettifica ridotti
Qualità costantemente elevata
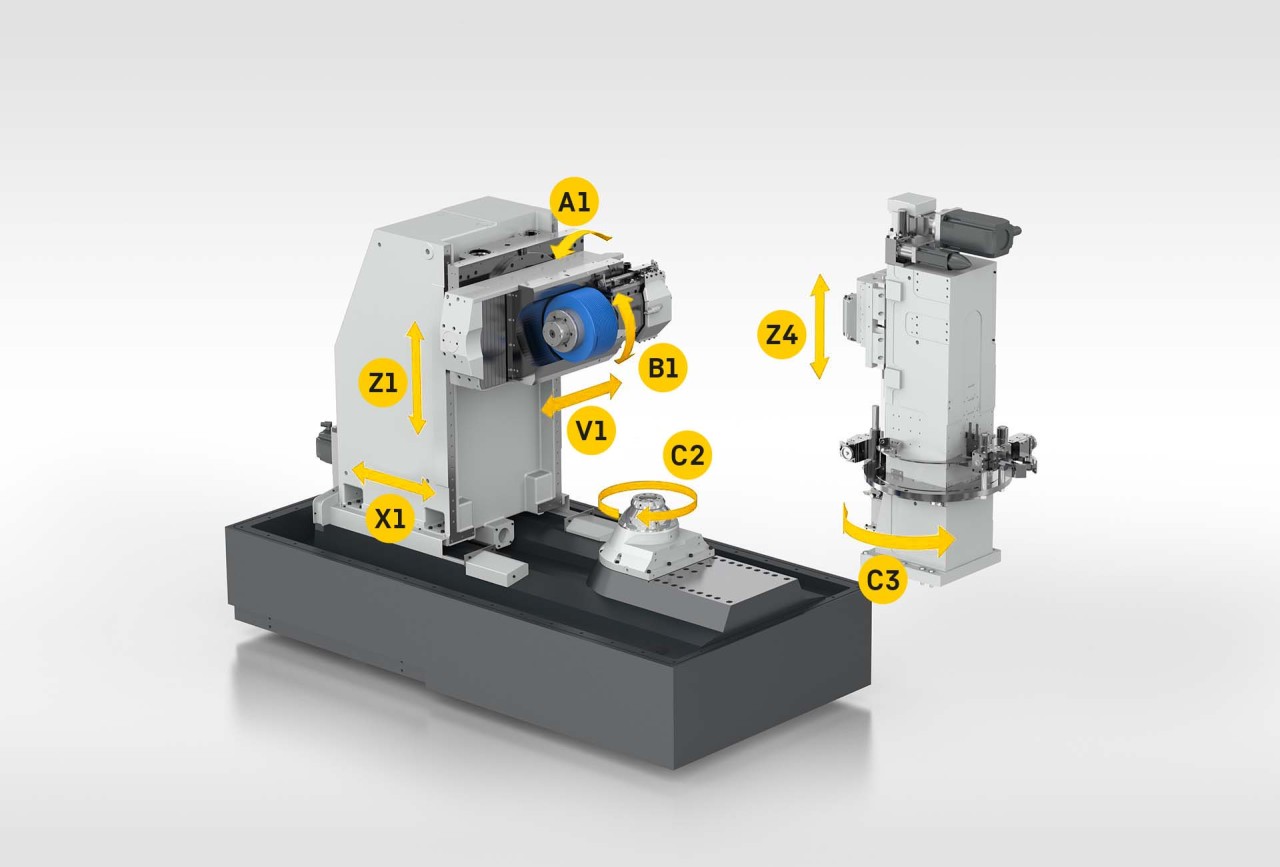
Sistema della macchina
Caratteristiche
- Alta qualità e affidabilità per tutta la serie
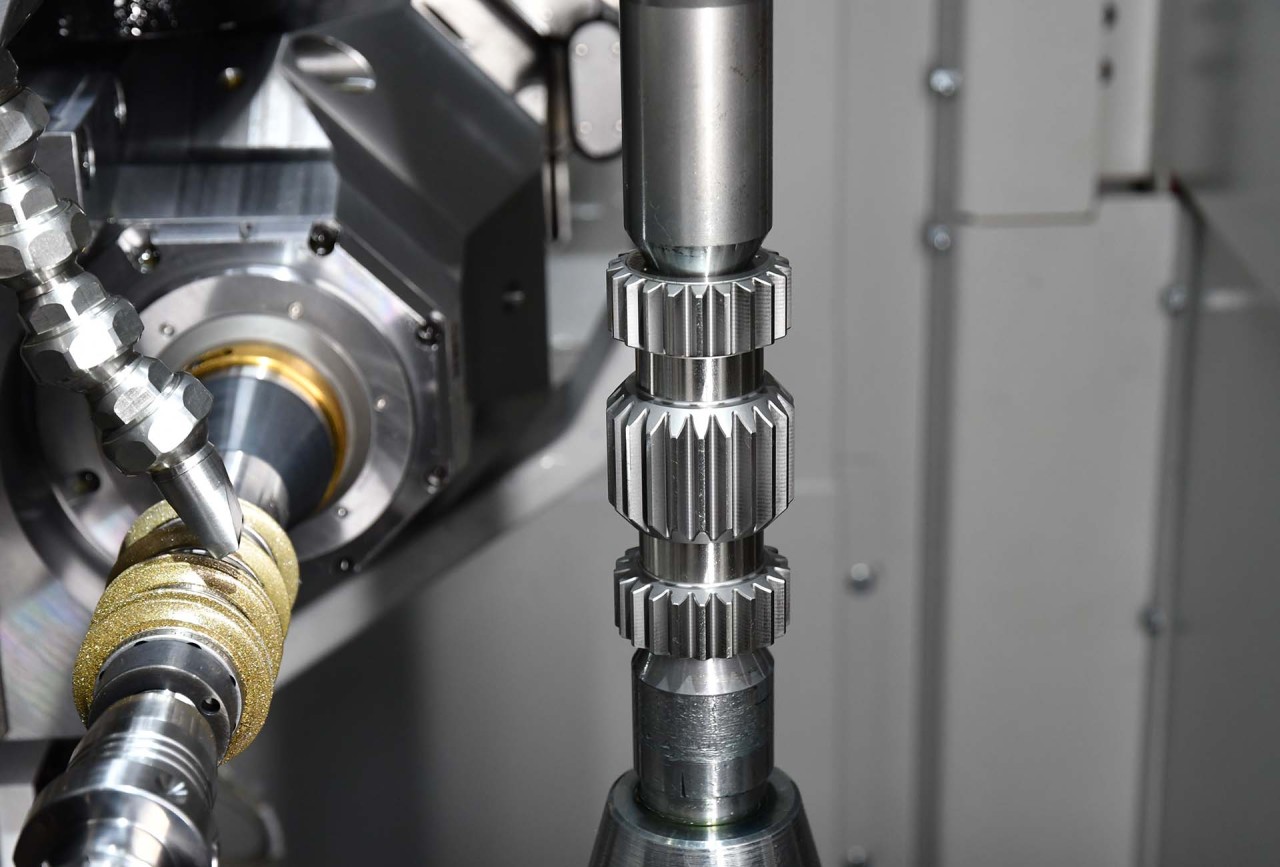
- Caricamento rapido grazie al caricatore circolare integrato
- Tempi da truciolo a truciolo
- Ruote: a partire da 4 secondi
- Alberi: a partire da 6,5 secondi
- Ingombro ridotto
- Facilità di manutenzione

LGG 400 M
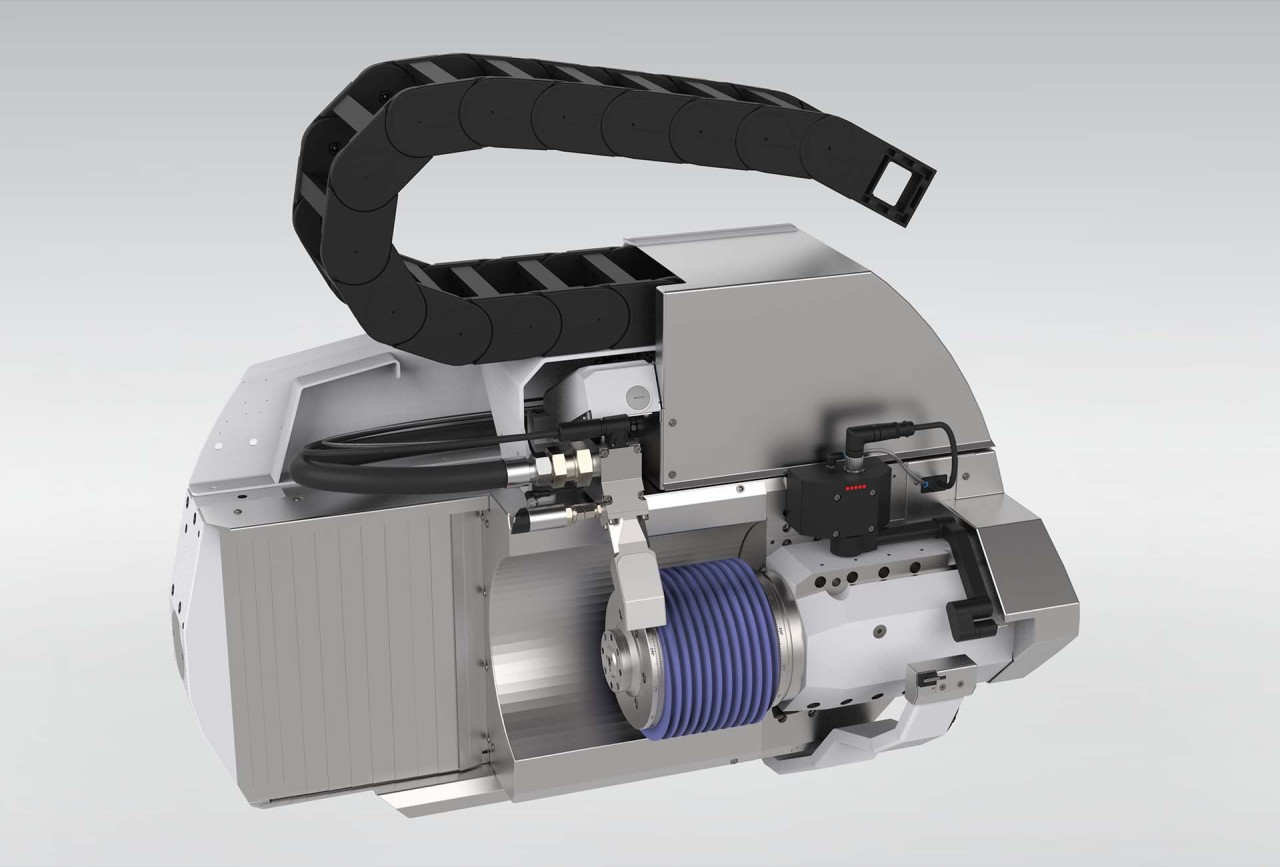
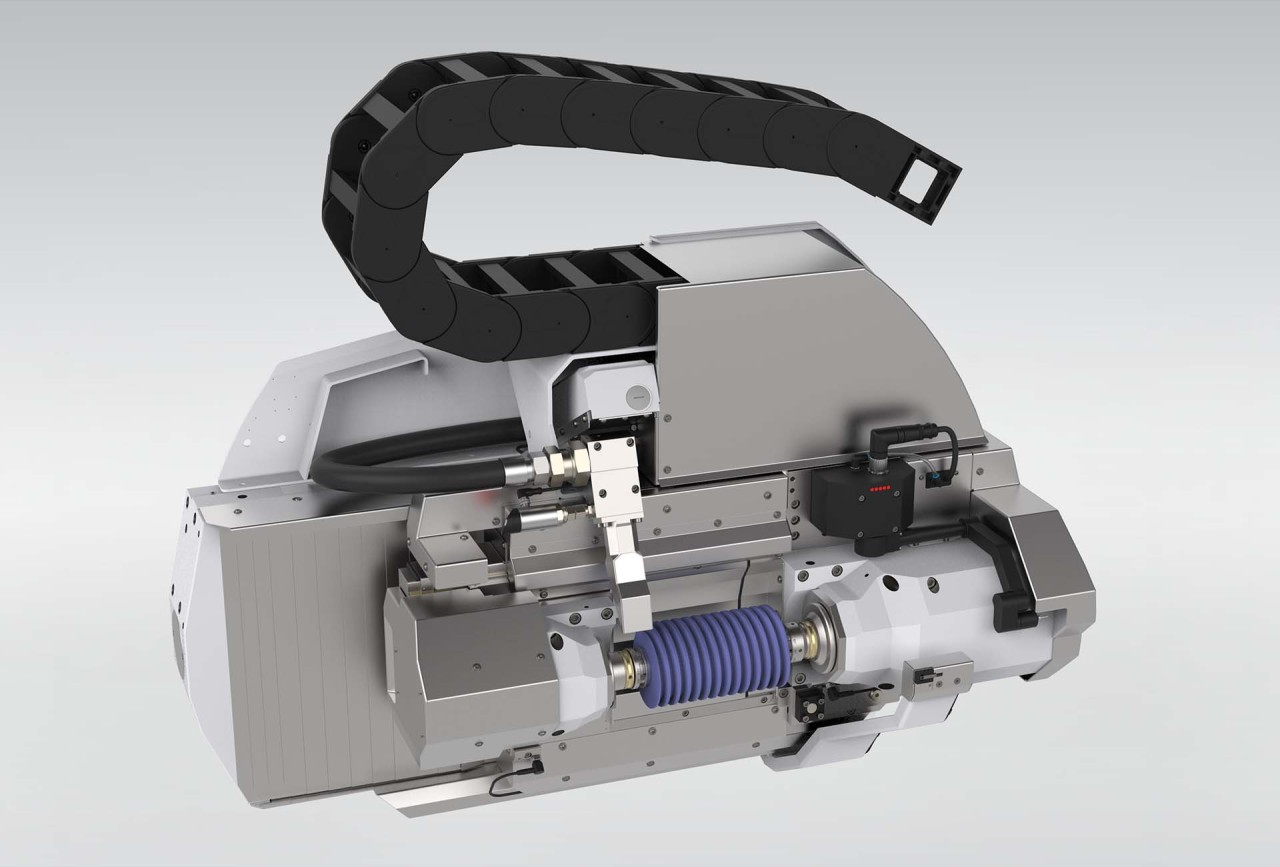
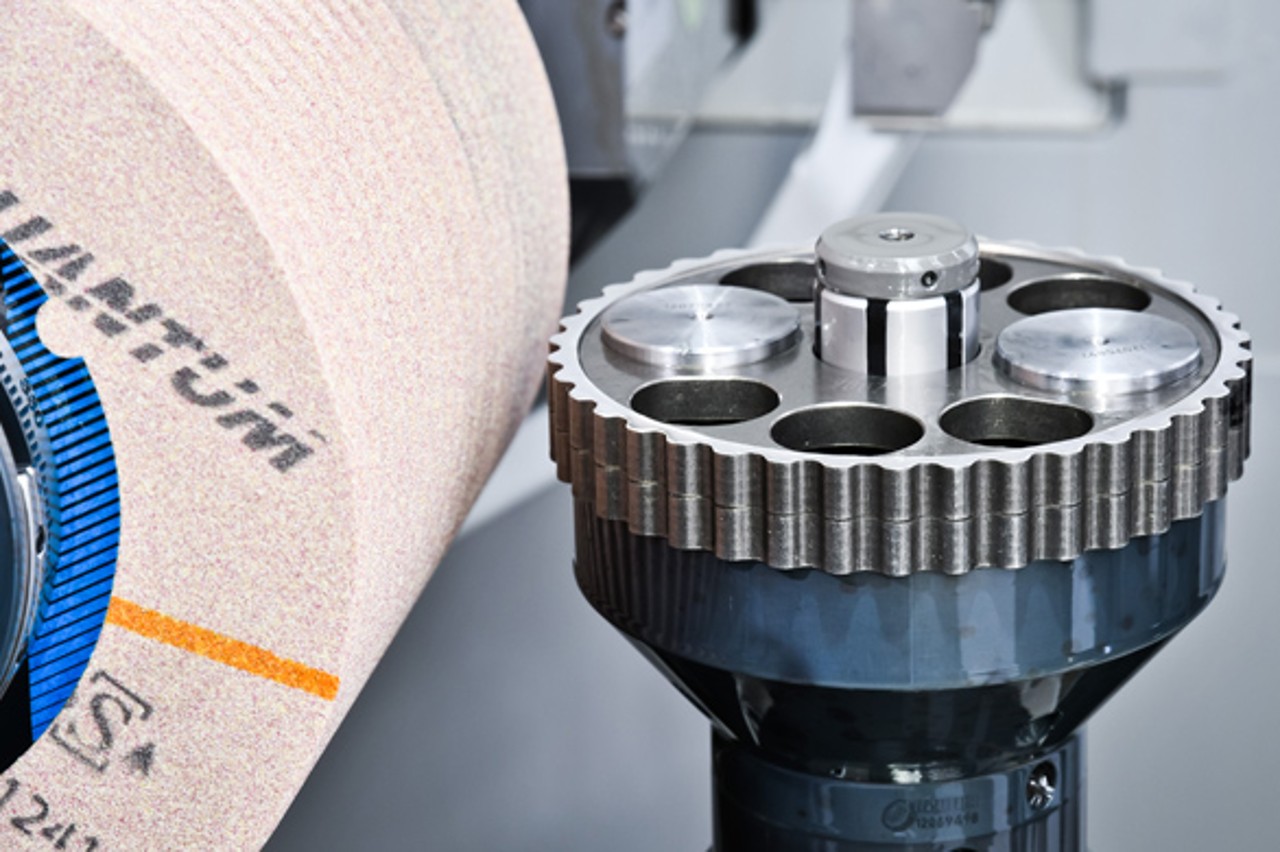
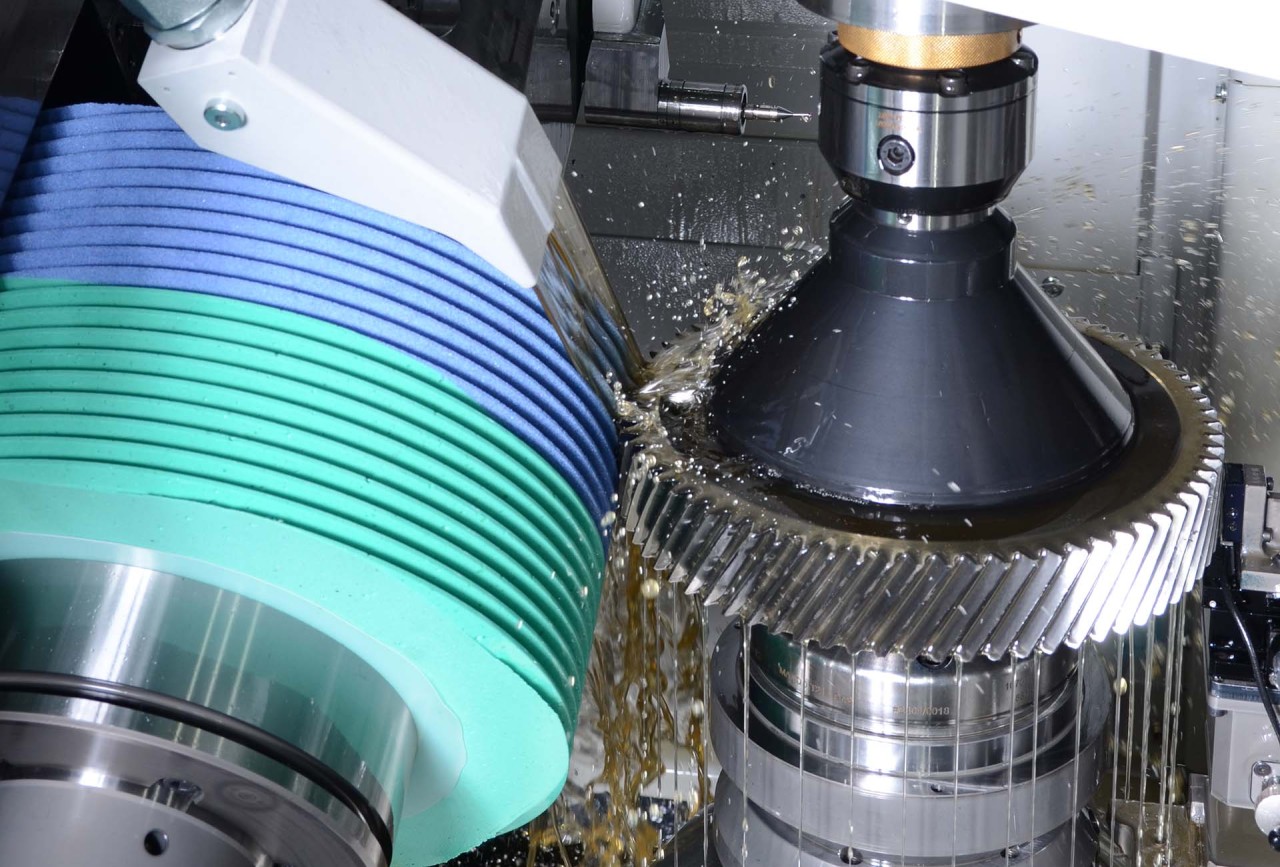
Teste portamola per rettifica esterna ed interna
Le macchine LGG sono adatte alla rettifica a rotolamento e alla rettifica di profili. Le macchine sono dotate di serie di una testa portamola per rettifica esterna e possono essere integrate con una testa di rettifica interna.
In entrambe le teste portamola per rettifica esterna sono utilizzati sistemi di bilanciamento interni al mandrino. L’elevata potenza di azionamento e un elevato numero di giri rappresentano grandi vantaggi, ad es. quando si utilizzano materiali abrasivi di nuovo tipo. Grazie al moderno serraggio utensile è possibile un cambio più semplice e rapido del mandrino portamola. Per pezzi in lavorazione a rischio di collisione e per correzioni speciali delle dentature sono a disposizione piccoli diametri dell’utensile di rettifica.
GH 320
GH 240 / 200 CB
Velocità e facilità di riattrezzaggio della macchina
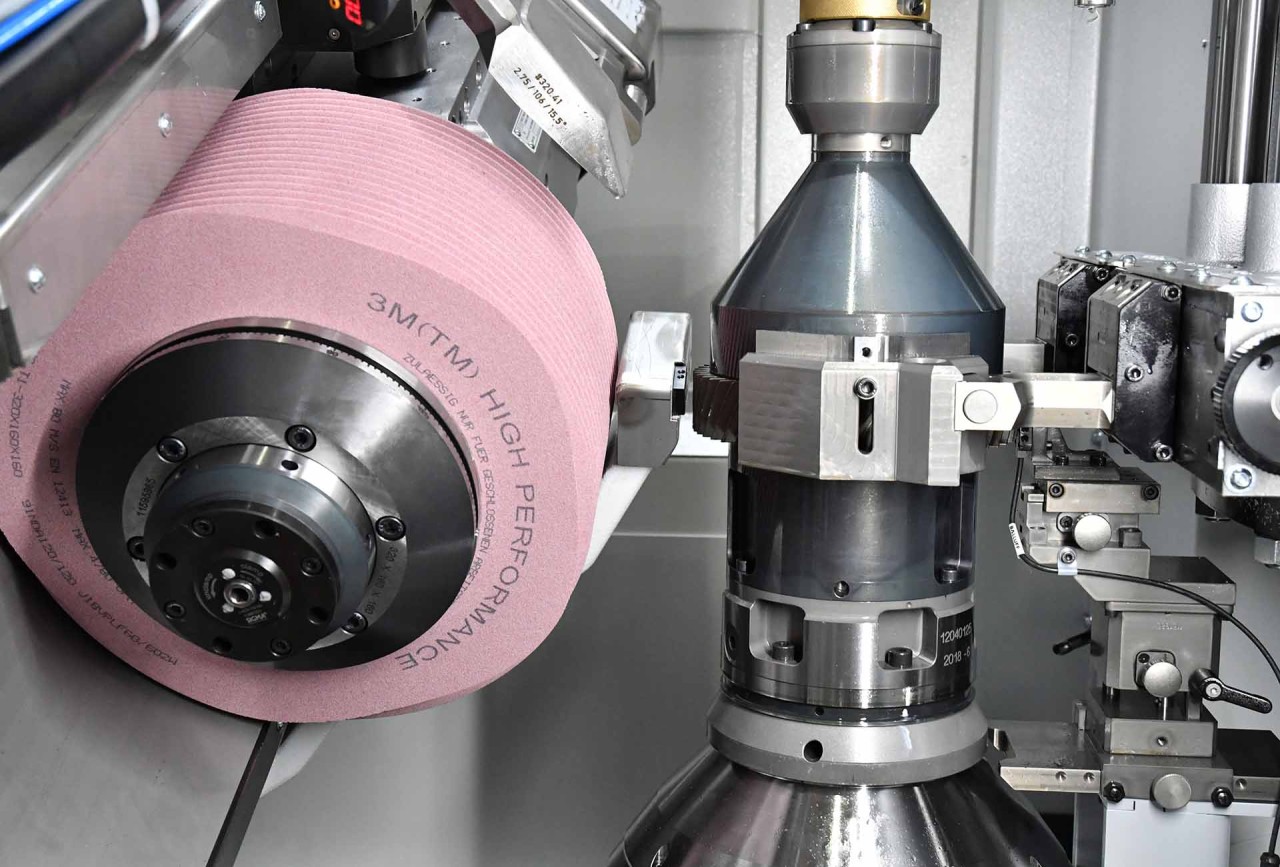
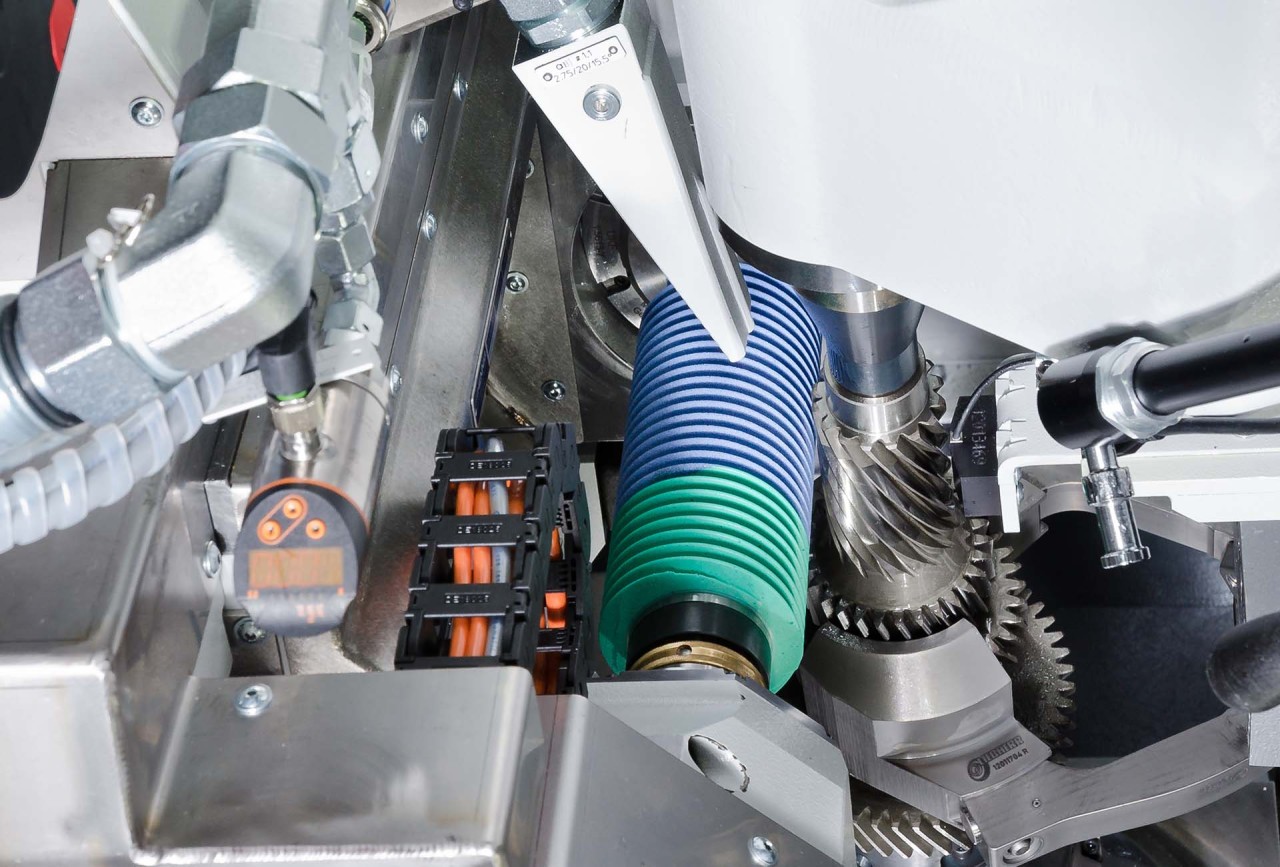
Le teste portamola adattabili per rettifica interna sono montabili in modo semplice e rapido sulla testa di rettifica esterna e vengono attivate tramite l’azionamento principale. Ulteriori bracci rettifica interna possono essere realizzati su richiesta.
Passare dalla rettifica esterna alla rettifica interna in soli 30 minuti
Video
Produzione di ingranaggi per il settore dell’aeronautica

On-Board Inspection: Controllo della dentatura nella macchina
Sensore di inserimento mobile o fisso
Tecnologia
Pronti per il futuro
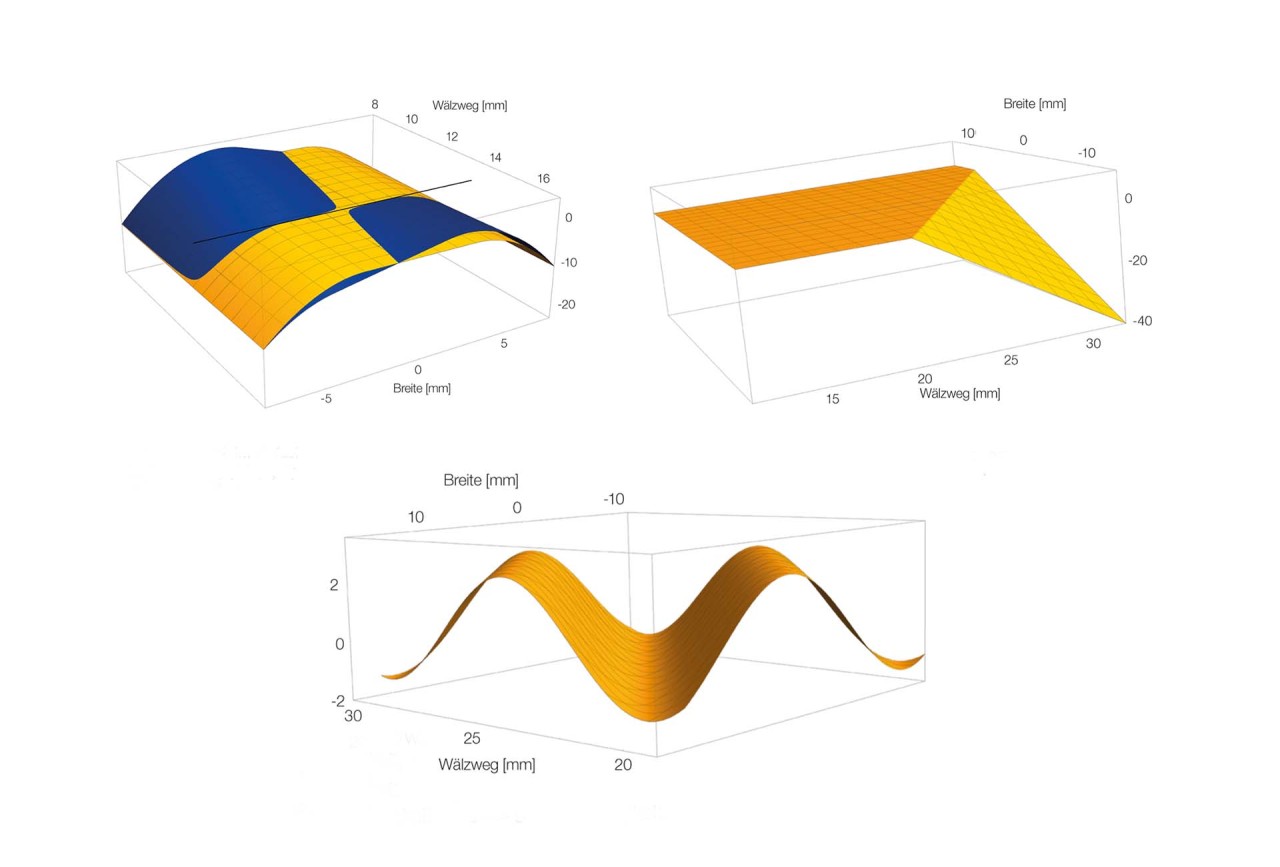
Rettifica per generazione di dentature asimmetriche
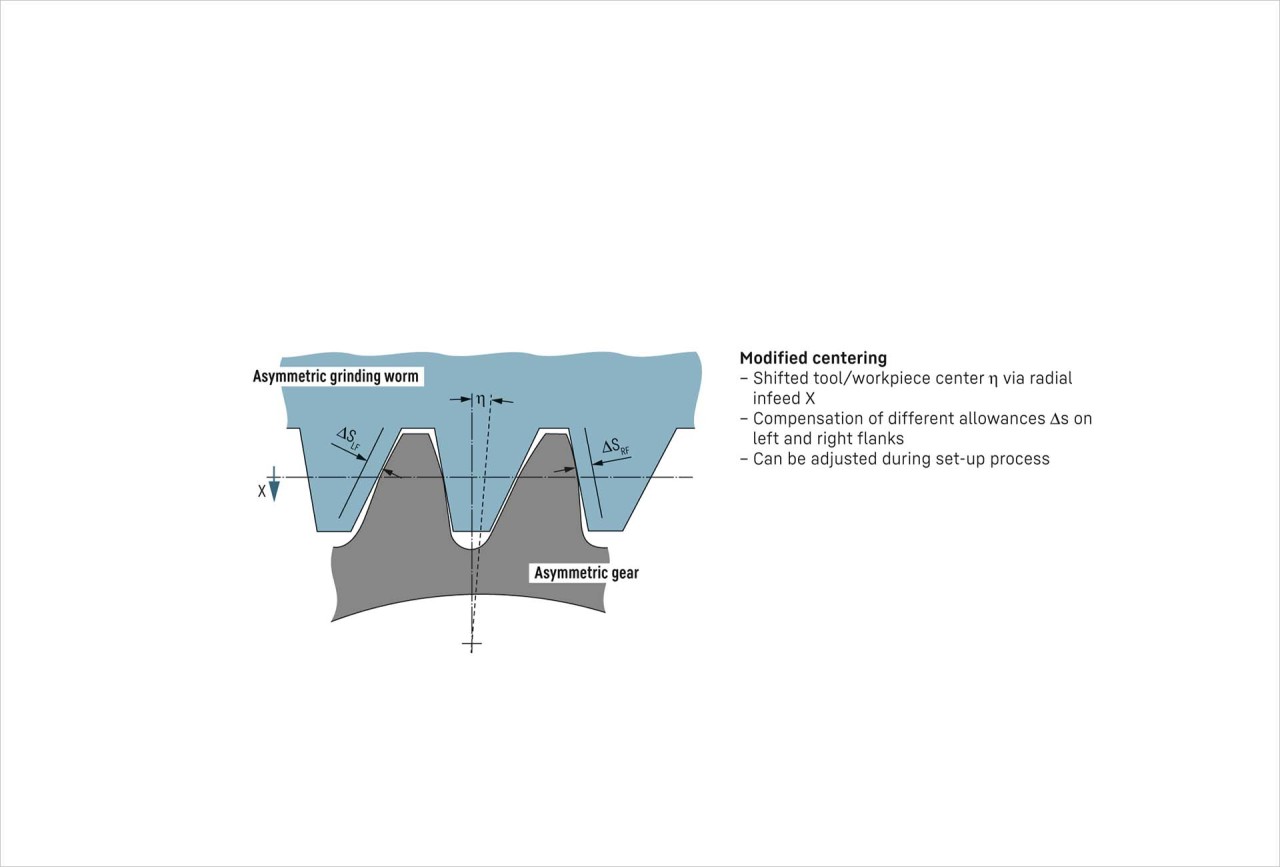
Requisiti per la rettifica per generazione di dentature asimmetriche
Rettifica per generazione con utensili di piccole dimensioni
Rifinitura o lucidatura
Perché fianchi dei denti modificati e/o super rifiniti?
La nostra soluzione: Rifinitura o lucidatura
Rettifica per generazione o profilo con CBN senza ravvivatura

Rettifica per generazione con CBN

Rettifica per profilo CBN
Sistema di centrifuga integrato
Automazione



Massima facilità di utilizzo

Il pannello operativo ottimizzato LHStation e LHMobile

Dispositivo di comando portatile LHMobile
Il sistema di programmazione Liebherr: Tempi di configurazione più rapidi del 25%
Dati tecnici
| Lunghezza macchina | 3.000 mm |
| Larghezza macchina | 2.200 mm |
| Altezza macchina | 3.000 mm |
| Corsa assiale | 660 mm |
| Posizione min. sopra la tavola | 90 mm |
| Angolo di rotazione della testa portamola | 45 ° |
| Numero di giri del pezzo | 3.000 min-1 |
Varianti
| Varianti | LGG 180 | LGG 280 | LGG 400 M |
|---|---|---|---|
| Diametro del pezzo (mm) | 180 | 280 | 400 |





