La machine
Caractéristiques
- Qualité et fiabilité élevées sur l’ensemble de la série
- Chargement rapide par chargeur circulaire intégré
- Temps copeau-à-copeau
- Pignons : dès 4 secondes
- Arbres : dès 6,5 secondes
- Faible encombrement
- Entretien facile

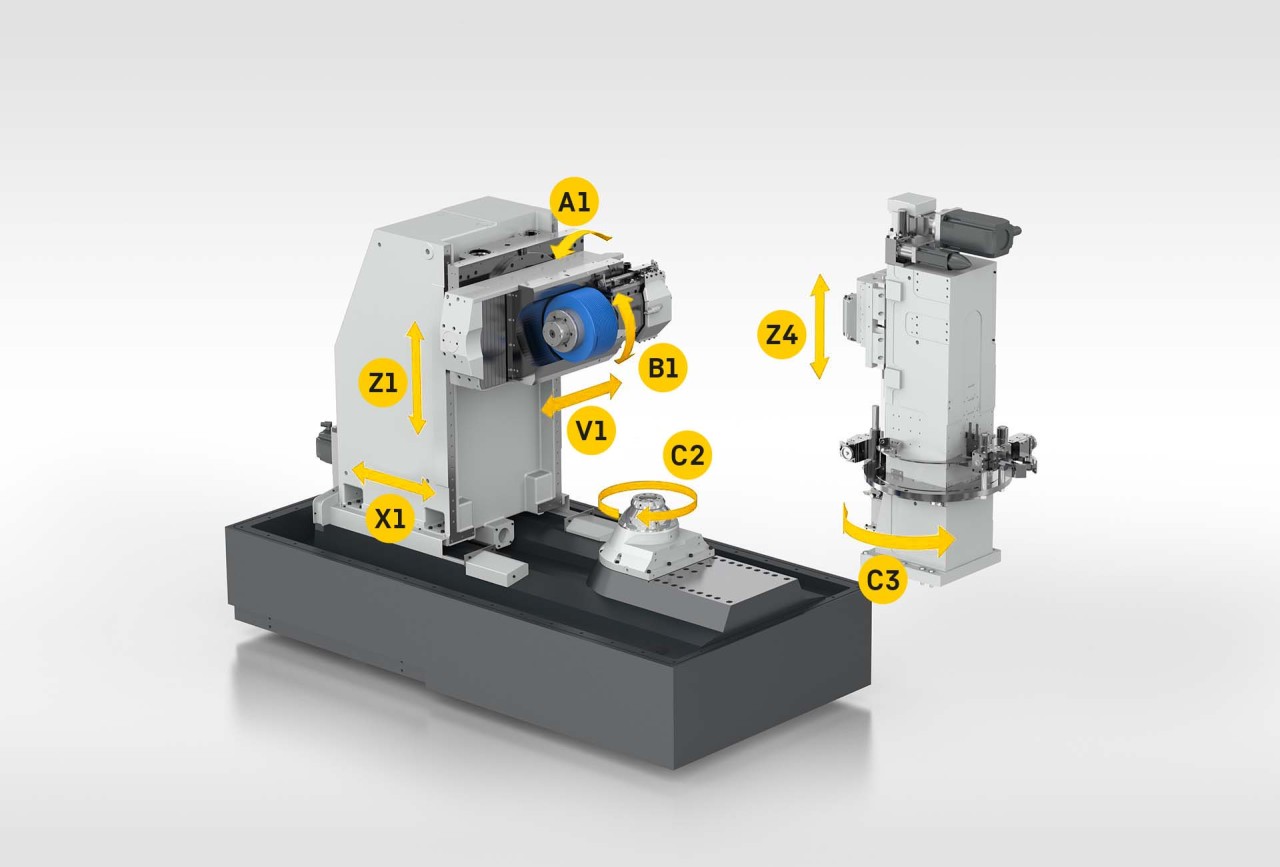
LGG 400 M
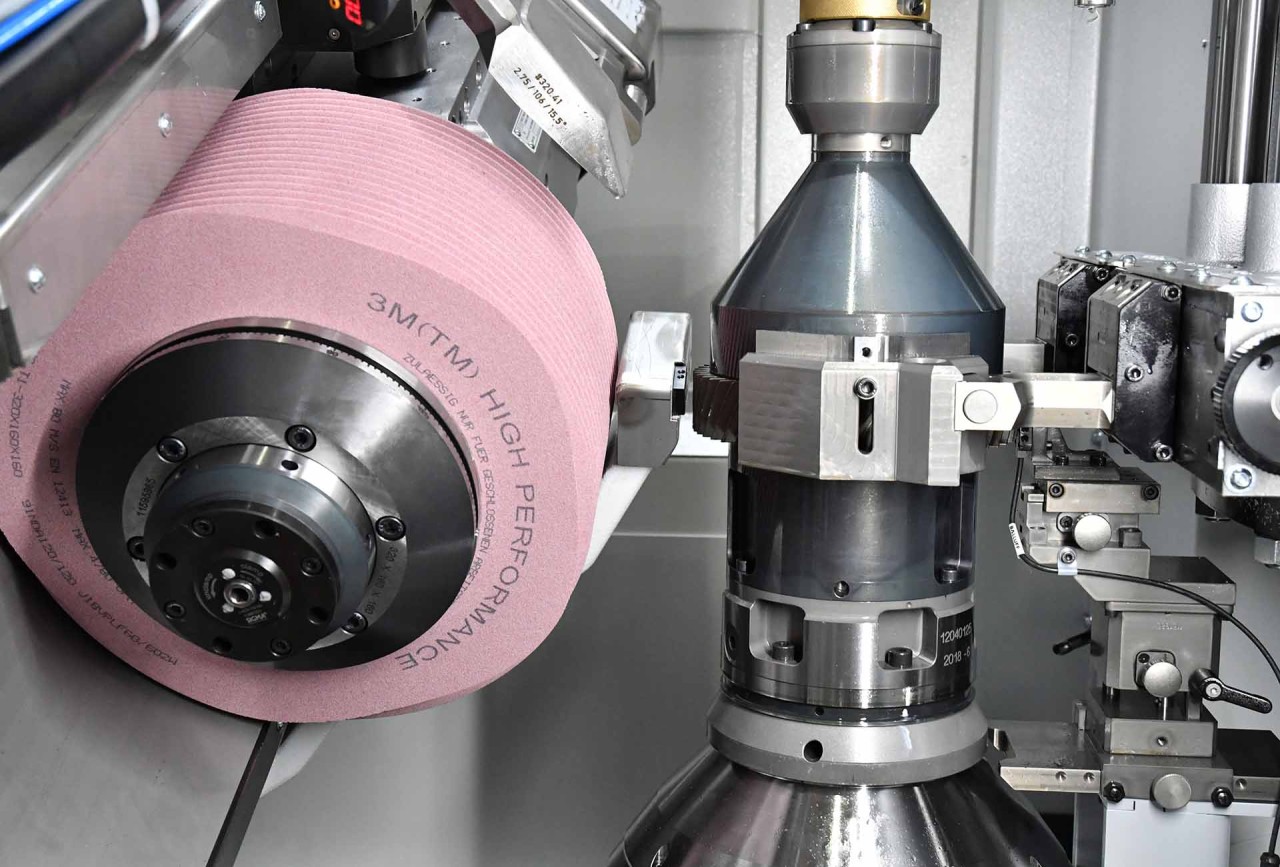
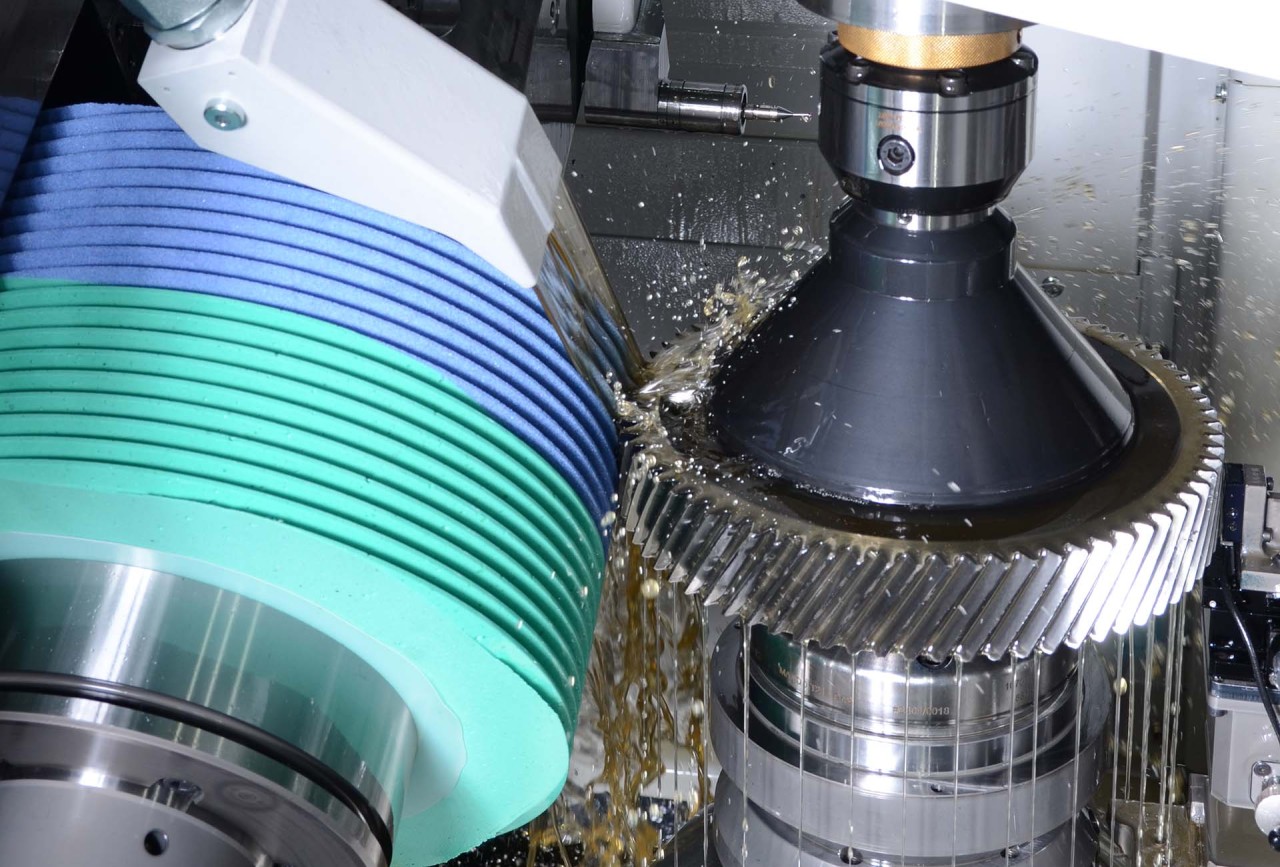
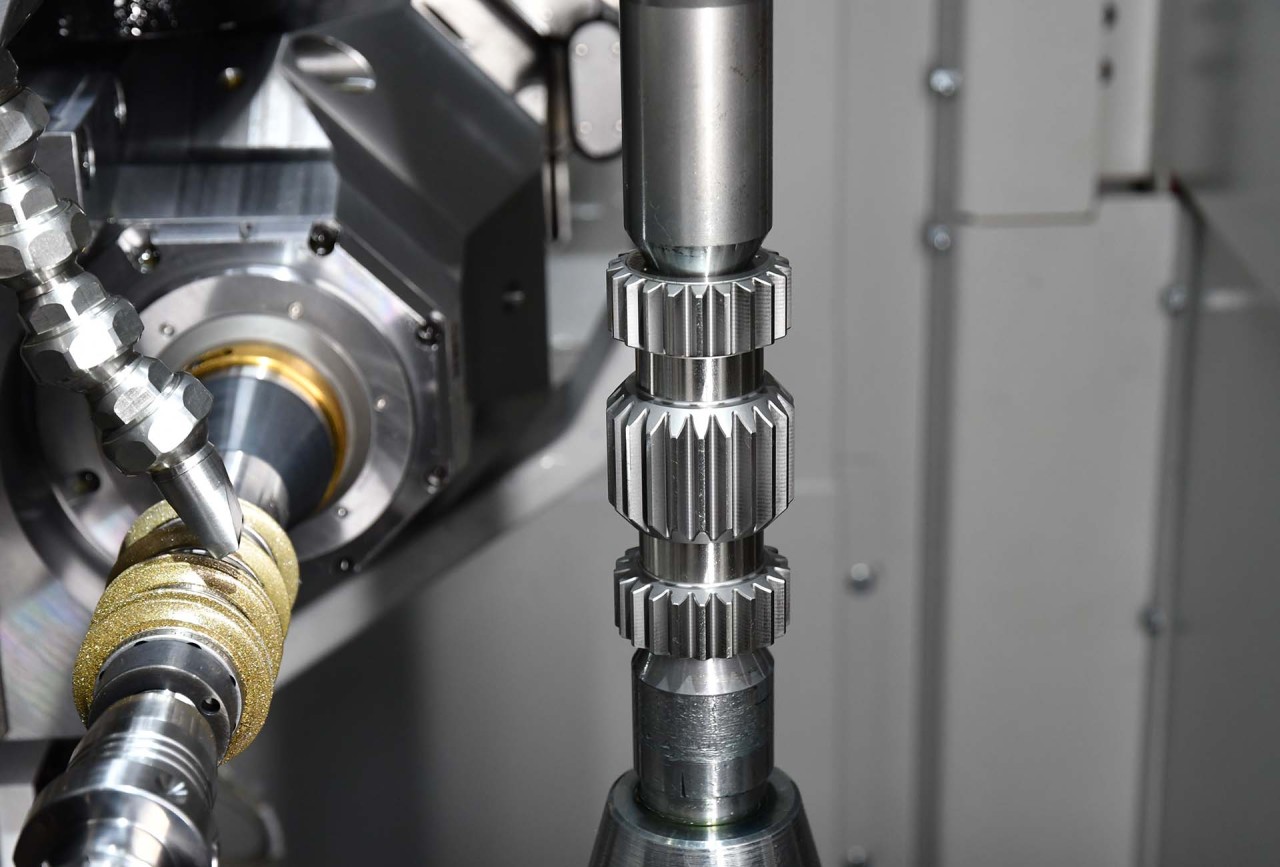
Têtes de rectification extérieures et bras de rectification intérieures
Les machines LGG sont adaptées à la rectification par génération et à la rectification de profil. De série, elles sont équipées d’une tête de rectification extérieure, mais avec possibilité de rajout d’un bras de rectification intérieure.
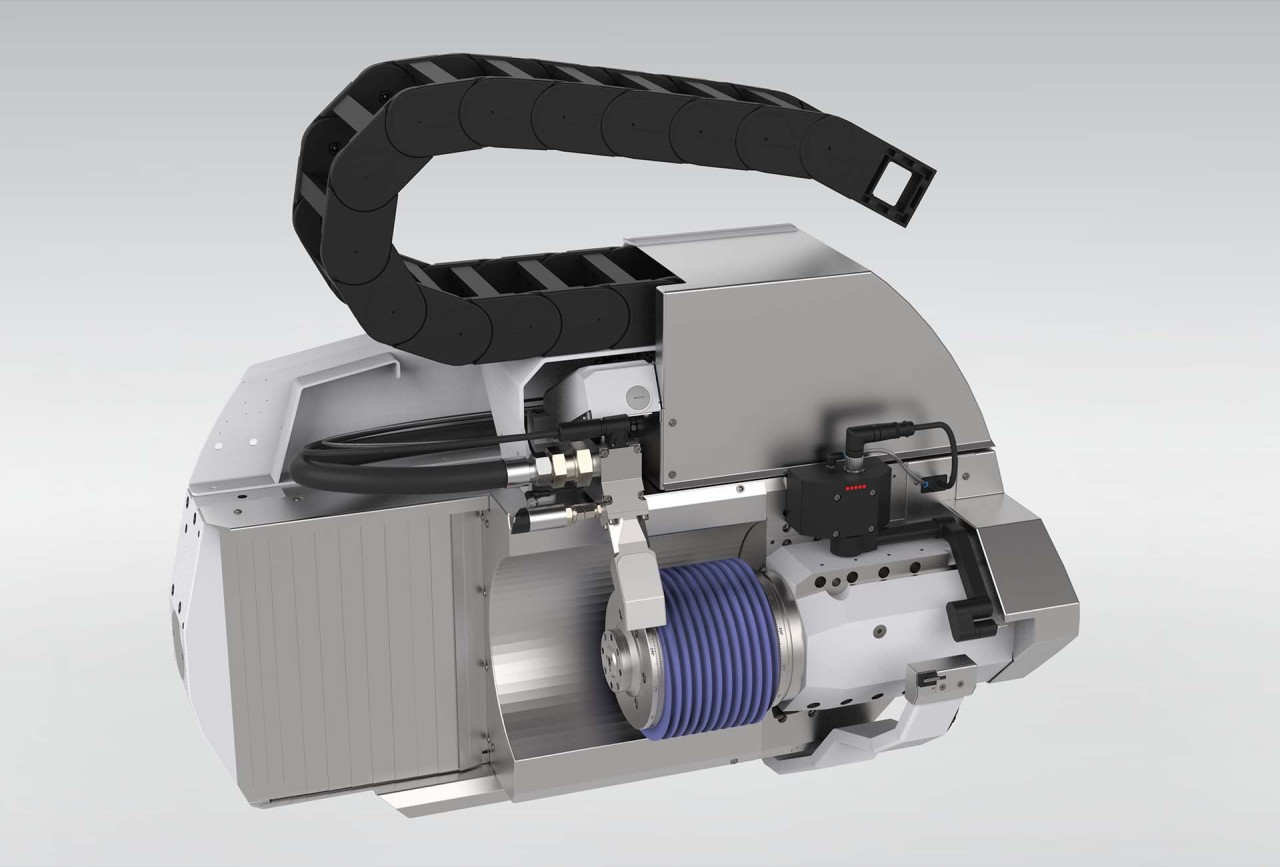
Les deux têtes de rectification extérieure sont dotées de systèmes d’équilibrage intégrés dans la broche. Des puissances d’entraînement et des vitesses de rotation élevées présentent de grands avantages, p. ex. lors de l’utilisation des nouveaux matériaux abrasifs. Le dispositif moderne de serrage de l’outil permet un remplacement rapide du mandrin porte-meule. Des outils de rectification de petit diamètre sont disponibles pour les pièces sensibles aux collisions et pour les corrections spéciales de denture.
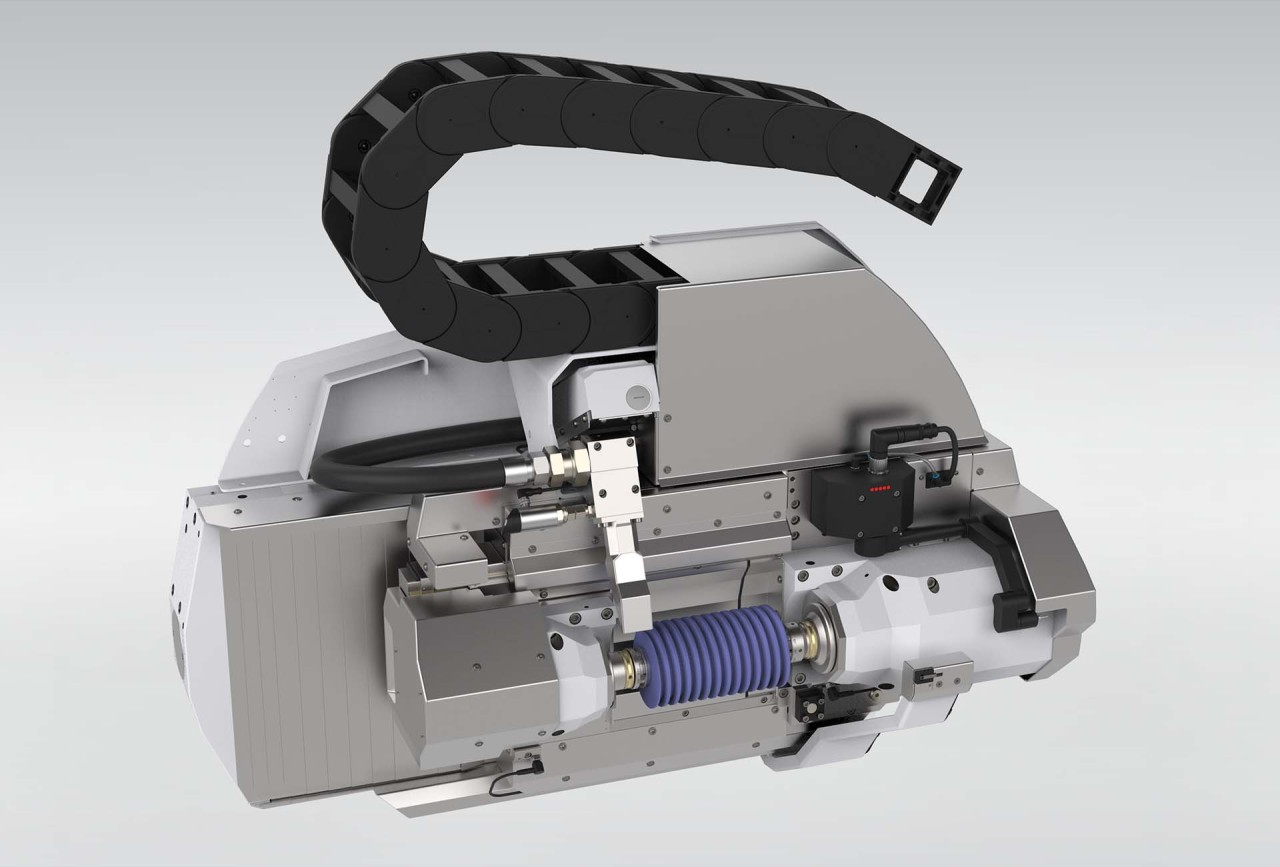
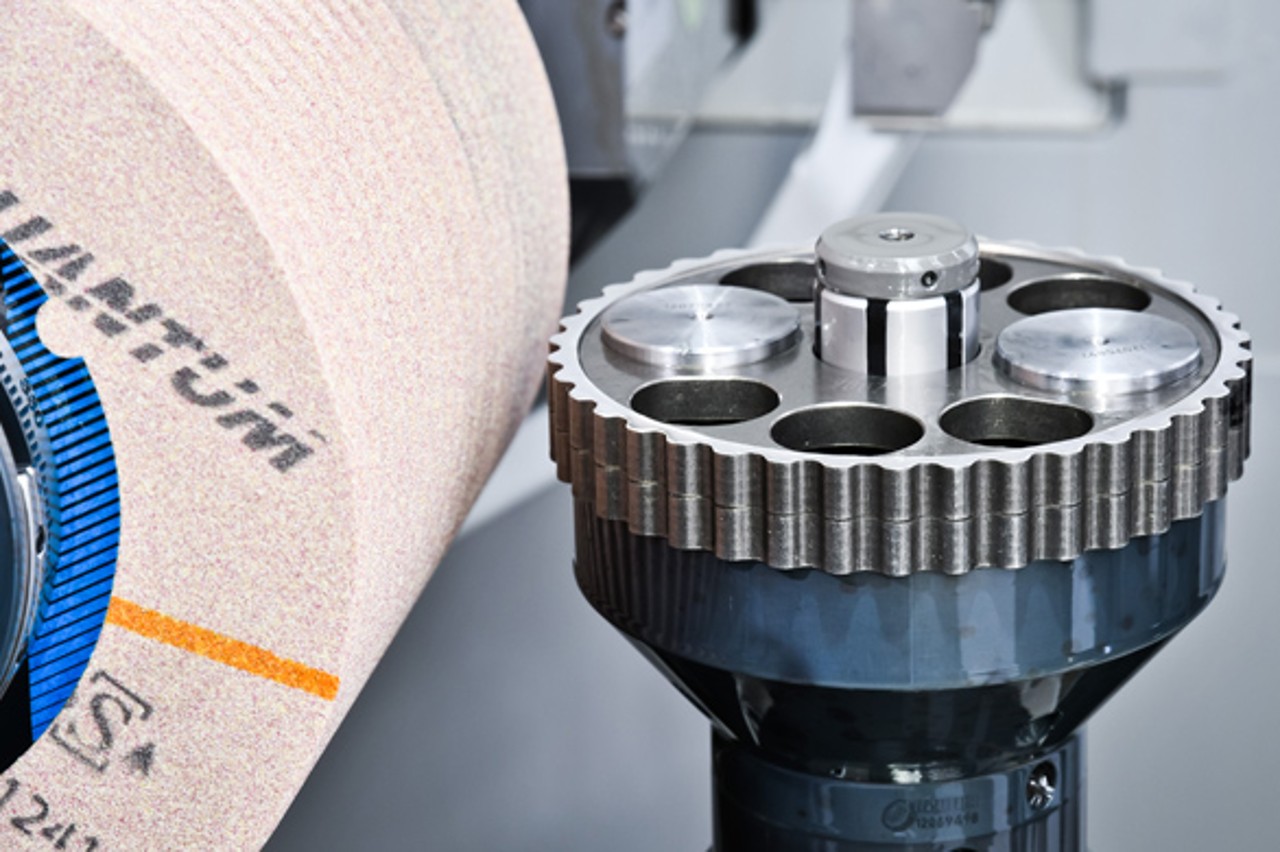
Les têtes de rectification intérieures adaptables peuvent être facilement et rapidement montées sur la tête de rectification extérieure. Elles sont entraînées par l’entraînement principal. D’autres têtes de rectification peuvent être réalisées sur demande.
GH 320
GH 240 / 200 CB
Changement rapide de l’équipement de la machine
Les bras de rectification intérieures adaptables peuvent être facilement et rapidement montées sur la tête de rectification extérieure. Leur mouvement est assuré par l’entraînement principal. D’autres bras de rectification intérieures peuvent être réalisées sur demande.
En seulement 30 minutes de la rectification extérieure à la rectification intérieure
Vidéo
Fabrication d’engrenages dans l’aéronautique

On-Board Inspection : contrôle de denture dans la machine
Palpeur d’indexage mobile ou stationnaire
Technologie
Prêt pour l’avenir
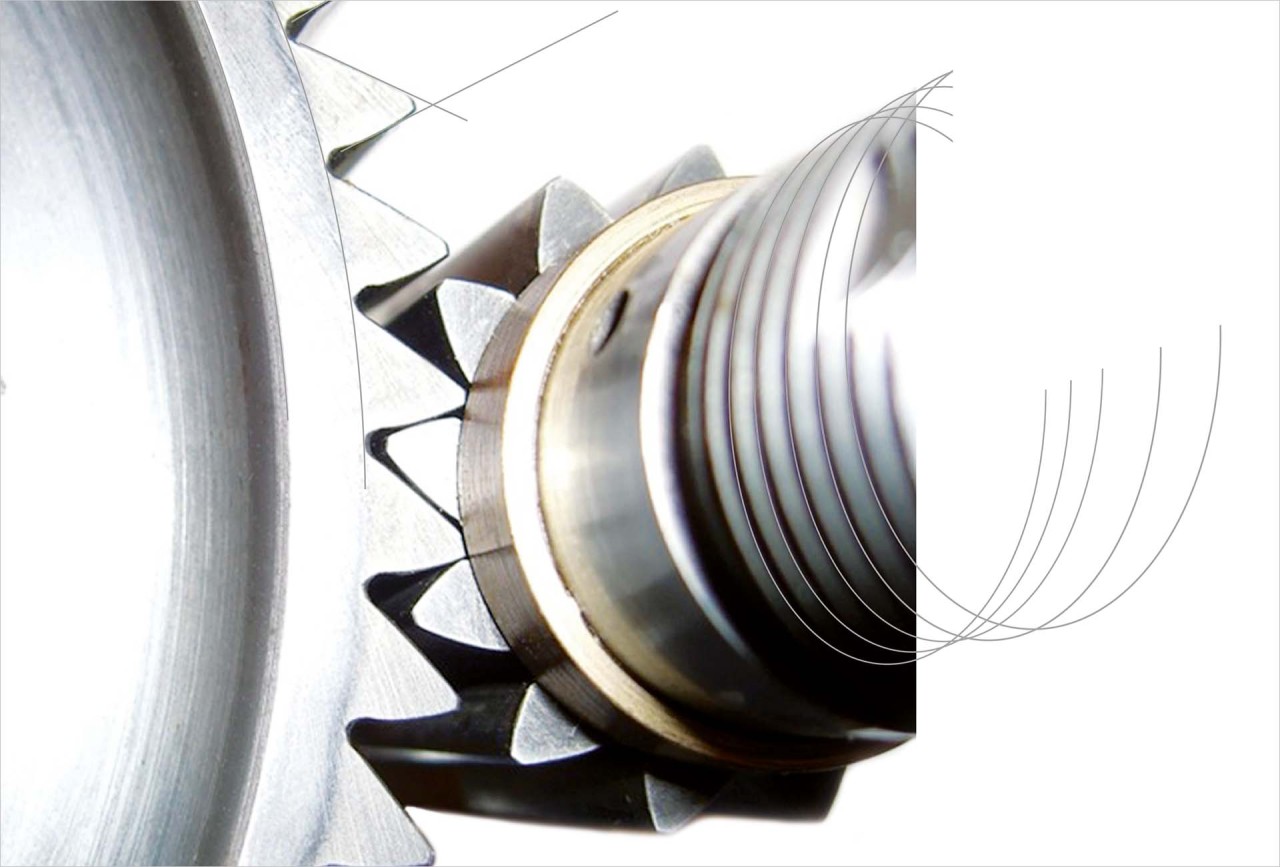
Rectification par génération de dentures asymétriques
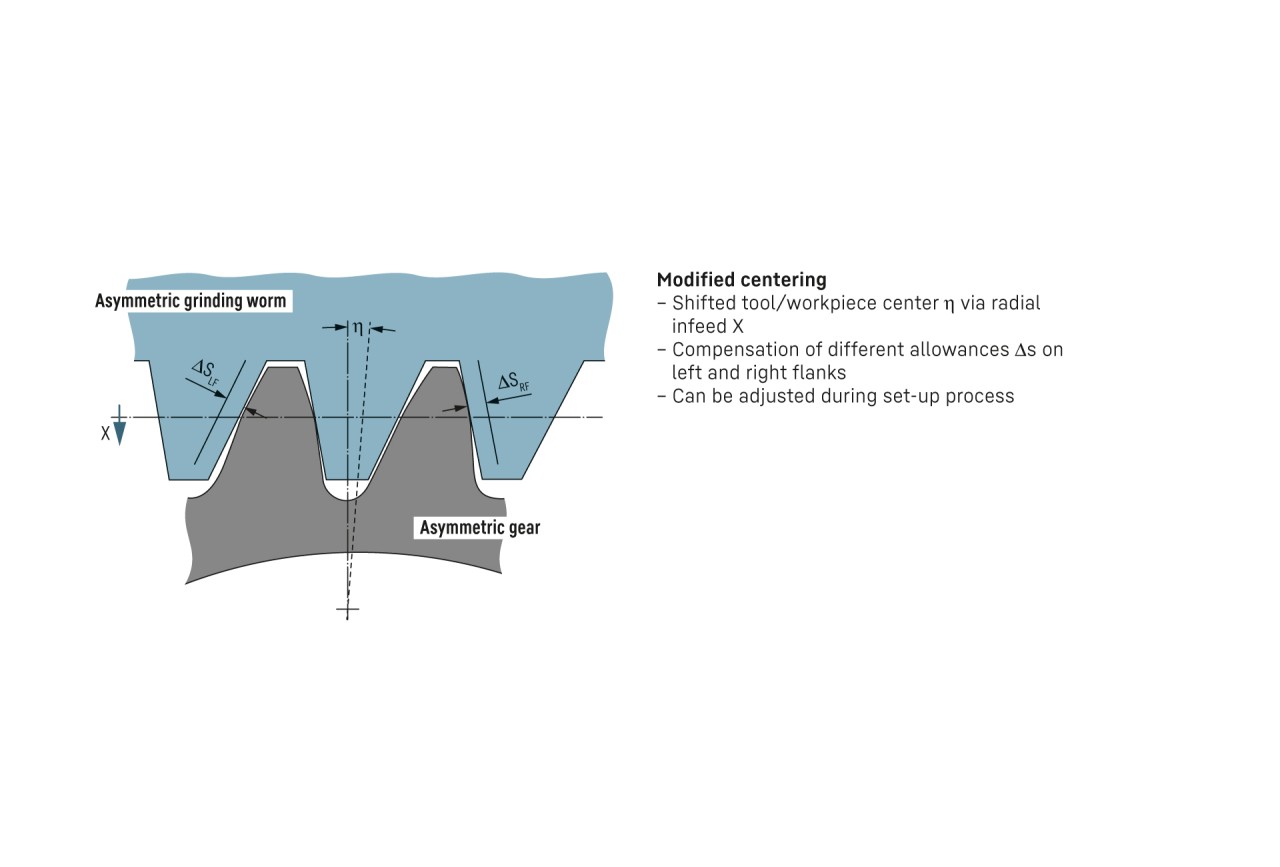
Exigences de la rectification par génération de pignons asymétriques
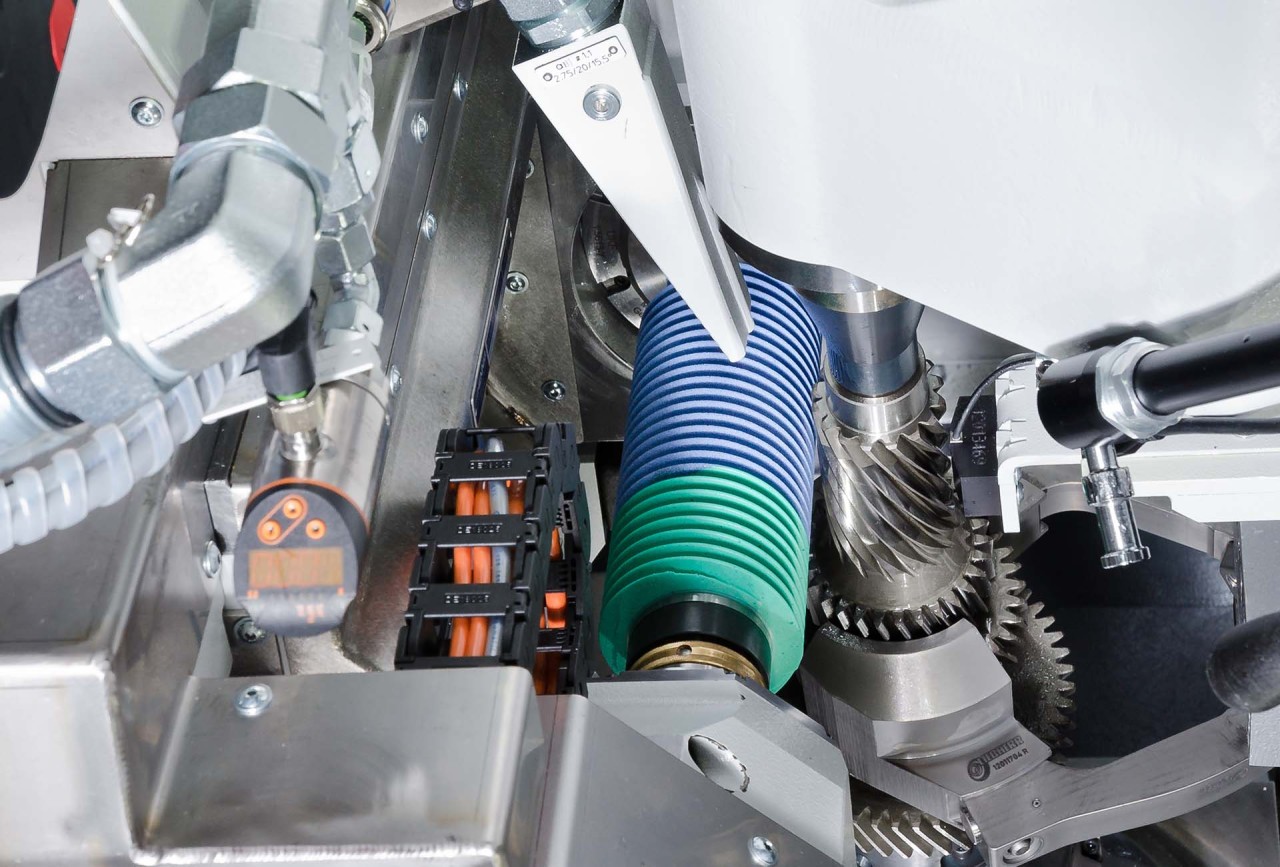
Rectification par génération avec des petits outils
Rectification fine ou polissage
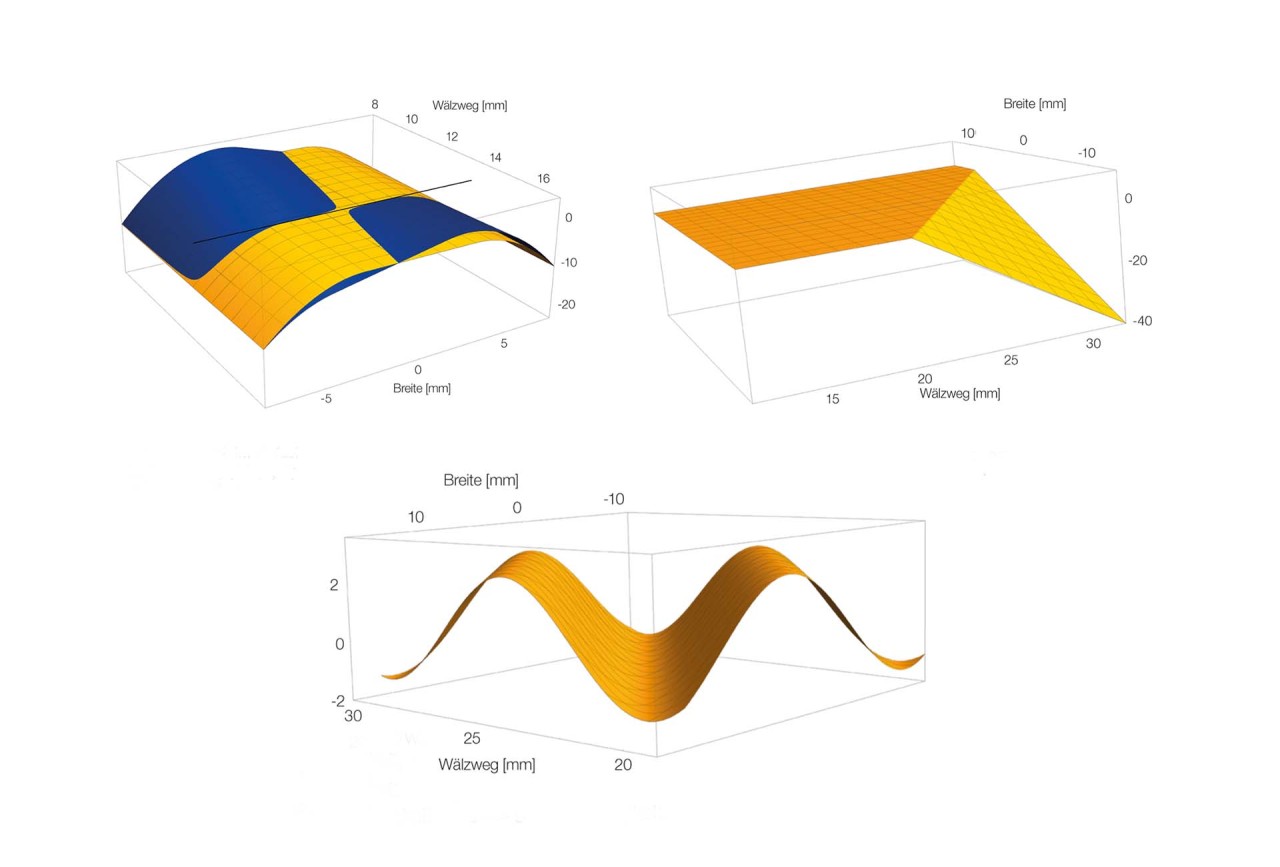
Pourquoi des flancs de dents modifiés et/ou à superfinition ?
Notre solution : Rectification fine ou polissage
Rectification de profil et par génération avec CBN sans dressage

Rectification par génération CBN

Rectification de profil CBN
Dispositif centrifuge intégré
Automatisation

Chargement manuel ou chargement par station de levage CN robotique

Convoyeur à chaîne en plastique

LPC 3600
Convivialité maximale pour l’opérateur

Le tableau de commande optimisé LHStation & LHMobile

Terminal de commande portable LHMobile
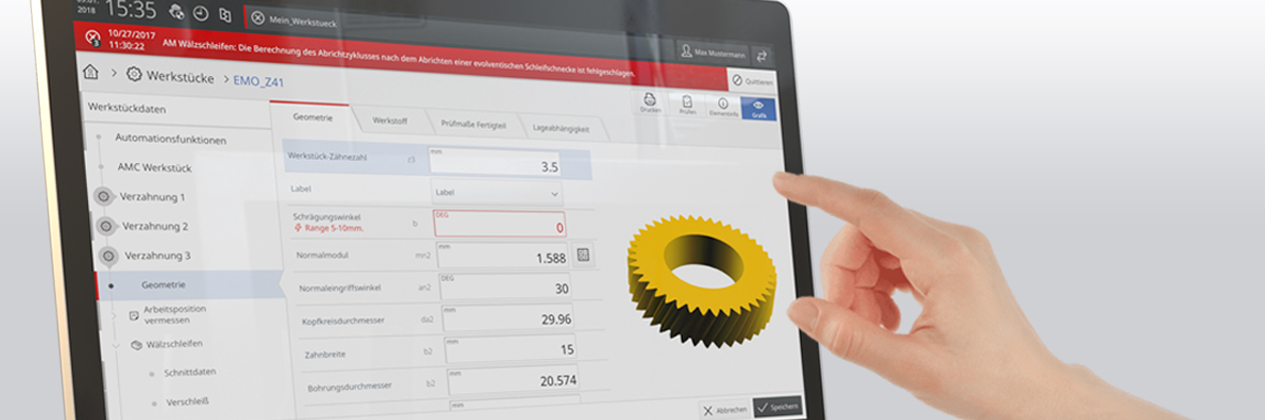
Le système de programmation de Liebherr : temps de configuration 25 % plus rapide
Données techniques
| Variantes | LGG 180 | LGG 280 | LGG 400 M |
|---|





