Liebherr optimiert Herstellungsverfahren
Beim Wälzstoßen von unechten Pfeilverzahnungen ist die exakte Positionierung der beiden Zahnräder zueinander häufig mit viel Aufwand verbunden. Die Liebherr-Verzahntechnik GmbH hat sich dieser Herausforderung angenommen und erweitert ihr Technologieportfolio für die Herstellung von Doppelschrägverzahnungen. Wesentlicher Bestandteil des aufeinander abgestimmten Konzepts von Maschine, Werkzeug und Technologie ist ein Messtaster für die Korrekturvermessung in der Maschine, der für Präzision und Prozesssicherheit sorgt.
Patentiert von André Citroën um 1900 – und auch heute in vielen Industrien unentbehrlich: Doppelschrägverzahnungen kommen in unterschiedlichsten Größen in einer Vielzahl von Branchen zum Einsatz. Von kleinsten Abmessungen in der Luft- und Raumfahrt bis hin zu riesigen Dimensionen in der Energie oder Fördertechnik kombinieren sie die Vorteile von Gerad- und Schrägverzahnungen: laufruhig, geräusch- und verschleißarm, mit hohem Wirkungsgrad und geeignet für die Übertragung großer Kräfte.
Echte und unechte Pfeilverzahnungen
Es wird zwischen sogenannten echten und unechten Pfeilverzahnungen unterschieden. Letztere weisen eine Lücke zwischen beiden Verzahnungen auf (siehe Abbildung unten). Das klassische Herstellungsverfahren, insbesondere für Zahnräder mit größeren Abmessungen, ist das Hobeln. Allerdings werden die altgedienten Hobelmaschinen nicht mehr gebaut, weshalb zunehmend auf alternative Herstellungsverfahren wie Stoßen oder – bei sehr großen Abmessungen – 4-Achs-Fräsen ausgewichen wird (Lesen Sie hier mehr dazu in „Keine Maschine von der Stange – LC 4000 für HMC Gears“).
Unechte Pfeilverzahnungen lassen sich einfacher und kostengünstiger herstellen als echte Pfeilverzahnungen, da die Lücke zwischen den Zahnrädern Raum für den Werkzeugauslauf bietet. Die Herausforderung bei der Fertigung besteht hierbei allerdings darin, die beiden Verzahnungen zueinander auszurichten und exakt zu positionieren.
Herausforderung Präzision in der Herstellung
Je nach Abmessung der Werkstücke werden unechte Pfeilverzahnungen mittels zweier Methoden hergestellt: Kleinere Zahnräder mit geringer Radbreite können in einer Aufspannung gefertigt werden. Auf dem Werkzeughalter befinden sich zwei Schneidräder, die die obere Verzahnung stoßen und die untere Verzahnung ziehen oder – je nach Spaltbreite – beide Verzahnungen stoßen. Dagegen ist es bei Zahnrädern mit großer Radbreite aus Platzgründen nicht nur erforderlich, das Werkzeug zu wechseln, sondern auch das Werkstück zu wenden.
Um beide Zahnräder vor dem zweiten Bearbeitungsschritt exakt zueinander auszurichten, müssen ihre Winkelposition (Index) und ihre axiale Position in einer Zwischenmessung präzise bestimmt werden, damit der sogenannte Apex-Punkt in der geforderten Toleranz gefertigt wird. Mit herkömmlicher Messtechnik ist dies aufwendig und erfordert viel Erfahrung bei der Bedienung. Hierbei können Ungenauigkeiten durch Ausricht- oder Handhabungsfehler entstehen.
Doppelschrägverzahnungen
Eigenschaften
Doppelschrägverzahnung kombiniert Vorteile von Gerad- und Doppelschrägverzahnungen
– Geradverzahnung: keine axiale Belastung, geringer Lagerverschleiß, hoher Wirkungsgrad
– Schrägverzahnung: laufruhig, geräuscharm, Übertragung großer Kräfte
Einsatzgebiete
– Aerospace
– Marine und Schiffbau
– Zementmühlen, Fördertechnik
– Energietechnik
– Pumpen, Pressen, Schmiedetechnik
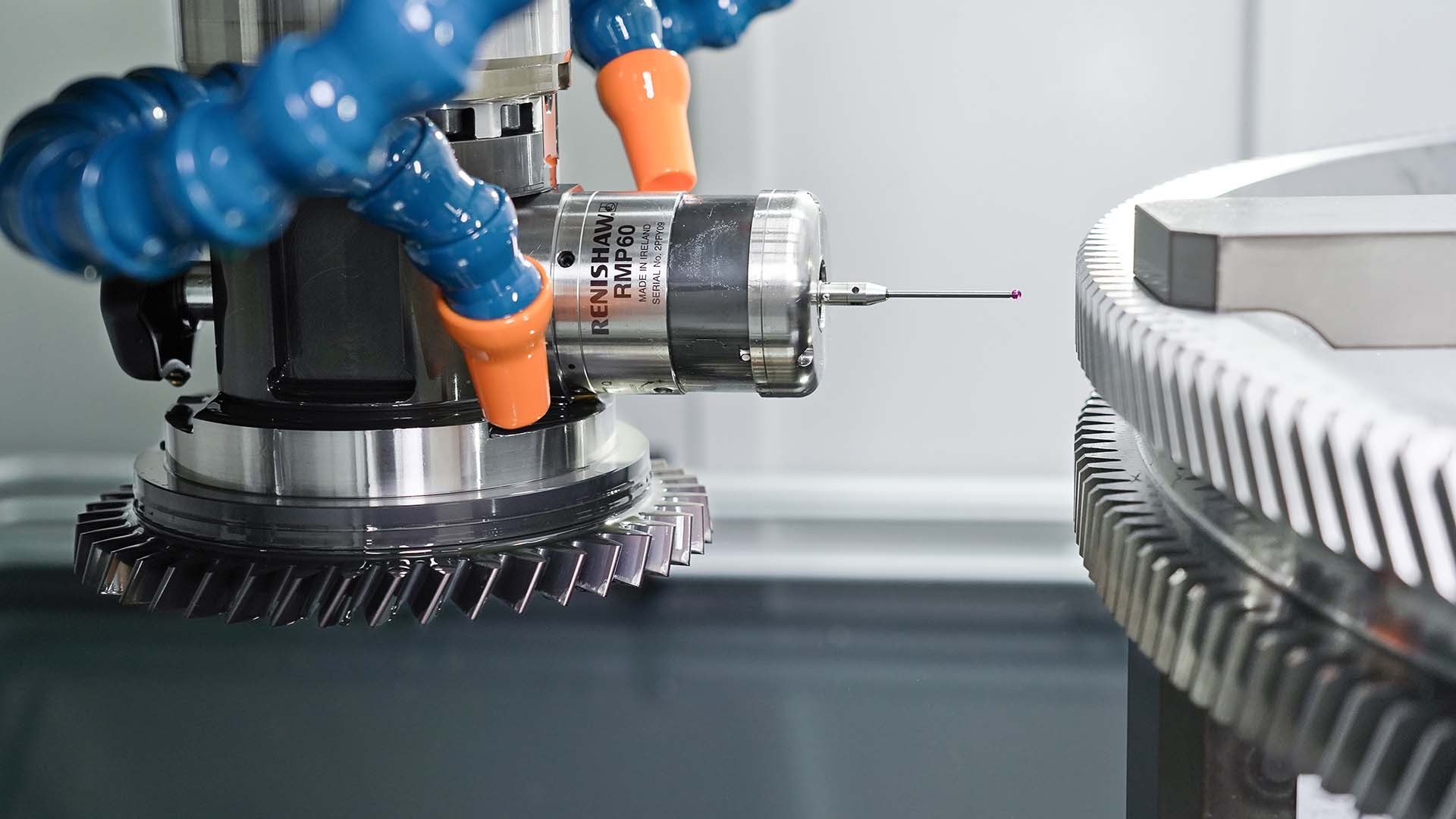
Messtaster verbessert Positioniergenauigkeit
Mit einem neu entwickelten Messtaster hat die Liebherr-Verzahntechnik GmbH nun die Möglichkeit zur präzisen Korrekturvermessung in der Stoßmaschine geschaffen. Der Messtaster sitzt direkt auf der Werkzeugspindel und befindet sich damit im selben Koordinatensystem wie das Schneidrad selbst. Dies reduziert Ungenauigkeiten, die durch einen Werkzeugwechsel oder das Wenden des Werkstücks entstehen können, und führt zu einem erheblichen Zuwachs an Qualität und Prozesssicherheit. In Kombination mit den NC-gesteuerten Achsen der Stoßmaschine wird eine Messgenauigkeit von wenigen Mikrometern erzielt. Gleichzeitig reduziert sich der Zeit- und Handhabungsaufwand beim Ausrichten der beiden Verzahnungen zueinander. Eine bedienungsfreundliche Software führt durch sämtliche Prozessschritte der Anwendung.
Prozessschritte
01
Stoßen des oberen Zahnrads
02
Schneidradwechsel und Einbau des Messtasters
03
Messung der Position von Zahnrad und Lücke
04
Ausbau des Messtasters und Schruppen des unteren Zahnrads
05
Erneuter Einbau des Messtasters und Kontrolle der Positionierung mit Korrektur, falls erforderlich
06
Ausbau des Messtasters und Schlichten des unteren Zahnrads auf das Fertigmaß
Prozesssicherheit und Wirtschaftlichkeit
„Die Korrekturmessung ist Teil eines Konzepts aus Maschine, Werkzeug und Technologie, mit dem Liebherr sein Technologieportfolio für die Herstellung unechter Pfeilverzahnungen erweitert und optimiert“, fasst Dr. Andreas Mehr, Experte für das Verzahnungsstoßen bei der Liebherr-Verzahntechnik GmbH, die Entwicklung zusammen. „Alle Komponenten, einschließlich Werkzeughalter und Schneidrad, sind optimal aufeinander abgestimmt,“ erklärt er weiter und ergänzt: „Software und Werkzeughalter lassen sich übrigens auch auf einer Bestandsmaschine einfach nachrüsten.“
Die Wälzstoßmaschinen sind ausgestattet mit leistungsstarken Stoßköpfen für Hublängen zwischen 70 und 240 Millimetern, die mit einer elektronischen Schrägführung ausgerüstet sind. Damit lässt sich der Schrägungswinkel des Werkstücks einfach in die Steuerung programmieren. Die Reduzierung von Messungenauigkeiten und manuellen Prozessschritten machen das Fertigungsverfahren wirtschaftlicher, wie das folgende Anwendungsbeispiel einer LiebherrStoßmaschine mit elektronischer Schrägführung zeigt, die bei einem amerikanischen Unternehmen für Lohnverzahnung im Einsatz ist.
Die LS 1400 E hat unsere bisherigen Schnittgeschwindigkeiten verdoppelt.

Bearbeitungszeit reduziert, Qualität erhöht
Bei Cincinnati Gearing Systems Inc. (CGS) in Ohio ist seit Anfang des Jahres eine LS 1400 E im Einsatz. CGS ist ein anerkannter Marktführer in der Herstellung und Konstruktion von Präzisionskomponenten für die Getriebetechnik und Gründungsmitglied der American Gear Manufacturer‘s Association (AGMA), der US-Normierungsorganisation für Verzahnungen.
Doch CGS ist weit mehr als nur ein Getriebehersteller. Das Unternehmen bietet mehr als 100 Jahre Erfahrung in der Fertigung von hochwertigen, zuverlässigen und kostengünstigen Verzahnungslösungen sowohl für einzelne Zahnräder als auch komplette Leistungsgetriebe für die Automobilindustrie, Dieselmotoren, militärische und kommerzielle Schiffsantriebe, turbinengetriebene Generatoren, Windenergie, Zahnradpumpen sowie Expander und Kompressorgetriebe.
„Dank der CNC-Stoßmaschine von Liebherr konnten wir die Bearbeitungszeit für Doppelschrägverzahnungen erheblich reduzieren. Zum Beispiel konnten wir mit der neuen Maschine unsere bisherigen Schnittgeschwindigkeiten verdoppeln“, so Alex Rye, Fertigungsleiter bei CGS. „Die Korrekturmessung innerhalb der Maschine führt zu einer wesentlich höheren Qualität der Verzahnungen. Und dank der elektronischen Schrägführung stoßen wir jetzt jeden Schrägungswinkel ganz ohne zusätzliche mechanische Schrägführungen.“