Von der Verzahnung zur Komplettbearbeitung
Konventionelle Dreh- und Fräsmaschinen können – wenn auch mit eingeschränkter Produktivität und Genauigkeit – verzahnen. Aber können Verzahnmaschinen auch drehen und fräsen? Mit Liebherr-Maschinen können vor- und nachgelagerte Prozesse in die Bearbeitung integriert werden. Die LHGearTec-Programmier- und Bedienoberfläche ermöglicht mit der Siemens-Steuerung eine durchgängige Simulation und Programmierung aller Bearbeitungsschritte.
Im Zentrum der Bearbeitung steht immer der Verzahnungsprozess. Bevor eine Verzahnung bearbeitet wird, sind aber Prozessschritte erforderlich, die üblicherweise in vorgelagerten Drehmaschinen oder Bearbeitungszentren realisiert werden. Beispielsweise wird das Rohteil zuerst an der Mantelfläche gedreht, Bohrungen auf der Stirnseite eingebracht oder Nuten gefräst. Häufig ist die anschließend zu erzeugende Verzahnung an diesen Merkmalen auszurichten.
Drehen, Fräsen, Bohren
Auch wenn die Verzahnung immer im Fokus der Bearbeitung steht, können Liebherr-Verzahnmaschinen vorgelagerte Prozessschritte wie Drehen, Fräsen und Bohren integrieren. Hierzu wird über einen Werkzeugwechsler zuerst der notwendige Drehmeißel, Fräser oder Bohrer in die Hauptspindel geladen und die entsprechende Zerspanung durchgeführt.
Dabei können bereits die Referenzkonturen des Werkstücks für die spätere Verzahnung erstellt werden, wodurch das Vermessen des extern vorbearbeiteten Rohteils per Messtaster oder Induktivsensor entfällt. Das spart Zeit, da die Verzahnungsbearbeitung ohne weitere Zwischenschritte beginnen kann.
Entgraten und Anfasen
Auch nachgelagerte Prozesse lassen sich in der Verzahnmaschine realisieren. Für schwer zugängliche Verzahnungen bietet sich die FlexChamfer-Einheit an, die mit einfachen Schaftfräsern ein verzahntes Werkstück nicht nur parallel zur Bearbeitung eines weiteren Werkstücks entgraten, sondern mit einem gezielten Profil anfasen kann. Die Fase kann dabei sowohl frei programmiert als auch aus den Daten der definierten Verzahnungsgeometrie automatisiert erstellt werden.
Für komplexe, kollisionsträchtige Werkstücke bietet Liebherr als Engineering-Dienstleistung an, das spezifische Fasenprogramm zu berechnen. Über das Anfasen hinaus kann die FlexChamfer-Einheit auch abschließende Gravuren oder Markierungen durchführen.
Bedienerfreundliche Programmierung und Simulation
Die Programmierung aller Zusatzbearbeitungen erfolgt bedienerfreundlich auf Basis der unterlagerten Siemens-Steuerung (SINUMERIK 840Dsl/ONE) in DIN/ISO G-Code mit den verfügbaren Zyklen, grafisch unterstützt durch das Siemens-Programmiersystem programGUIDE der HMI Operate.
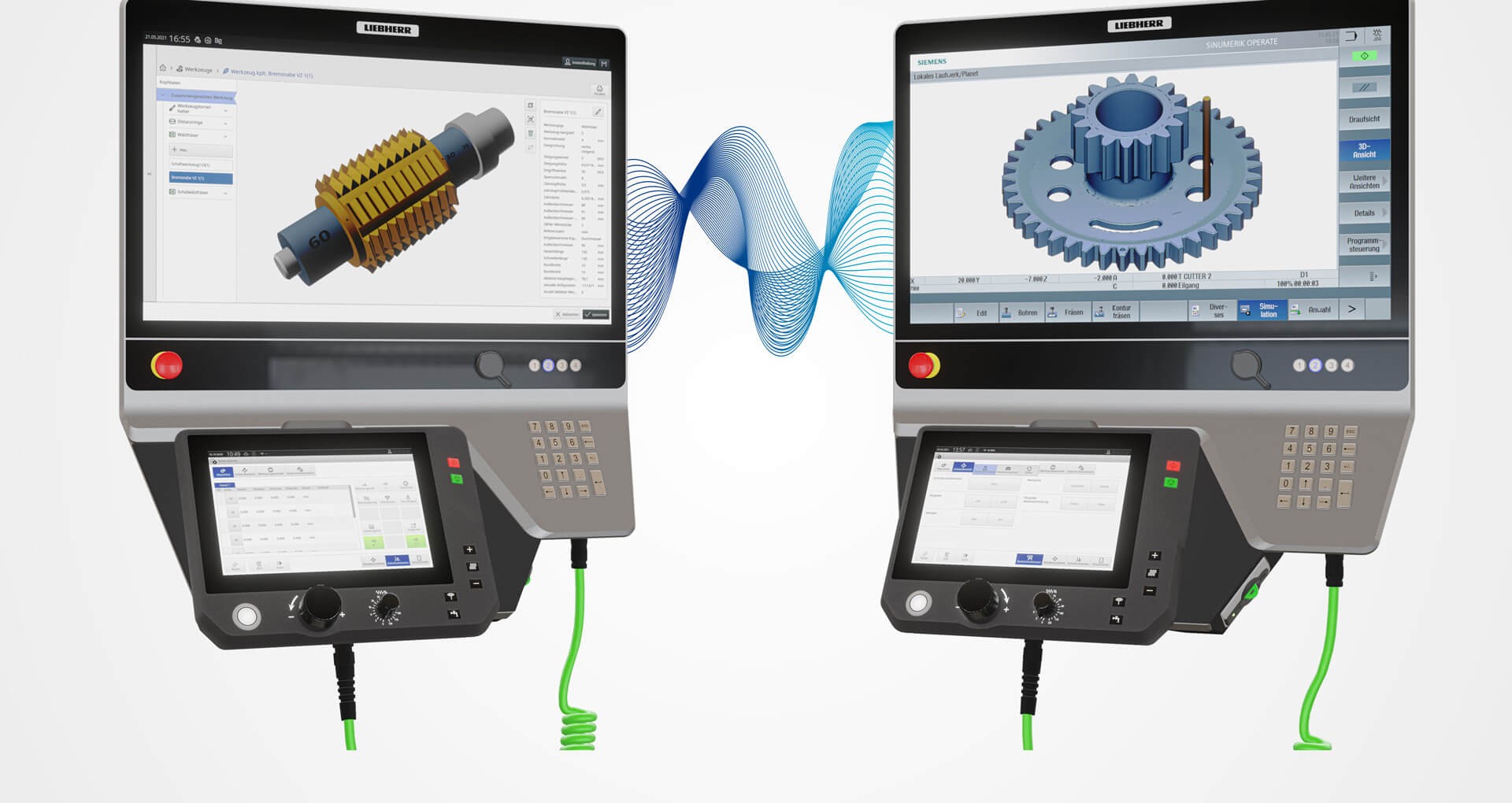
Die LHGearTec-Steuerung bietet in Verbindung mit dem Siemens-Kern eine einzigartige Simulationskette für vor- oder nachgelagerte Nebenprozesse: Schon in der Arbeitsvorbereitung können in einer Programmierplatz-Version Verzahnungen auf einem Büro-PC parametriert werden – 1:1 wie an der Maschine. So können die Programme in Ruhe entwickelt werden, was eine exaktere Einstellung der einzelnen geometriebestimmenden Parameter als im meist hektischeren Umfeld der Maschine ermöglicht.
Das Ergebnis der Verzahnung lässt sich mithilfe eines 3D-Modells überprüfen, das anschließend im emulierten Siemens-Steuerungskern weiter betrachtet werden kann. An diesem Modell können alle Zusatzoperationen virtuell durchgeführt und die Lage zur Verzahnung geprüft werden.
Mithilfe der durchgängigen Simulation schließt Liebherr die Lücke zwischen Verzahnung und „Nicht-Verzahnung“ und ermöglicht nicht nur die Kombination beider Welten, sondern auch eine effiziente Arbeitsvorbereitung und ein schnelles Einfahren komplexer Werkstücke.