LC 180 - 280
时钟源。
灵活性高
湿式和干式加工
能效和资源效率
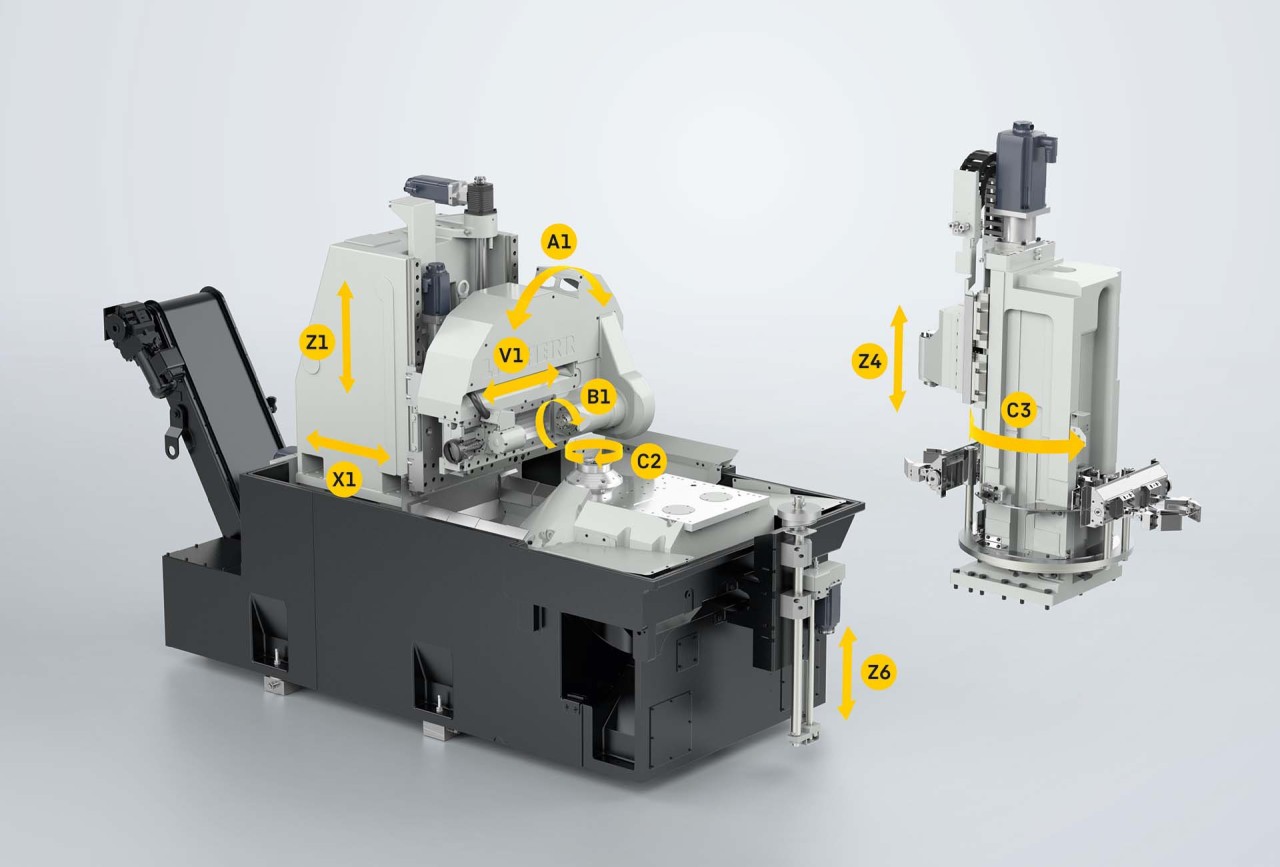
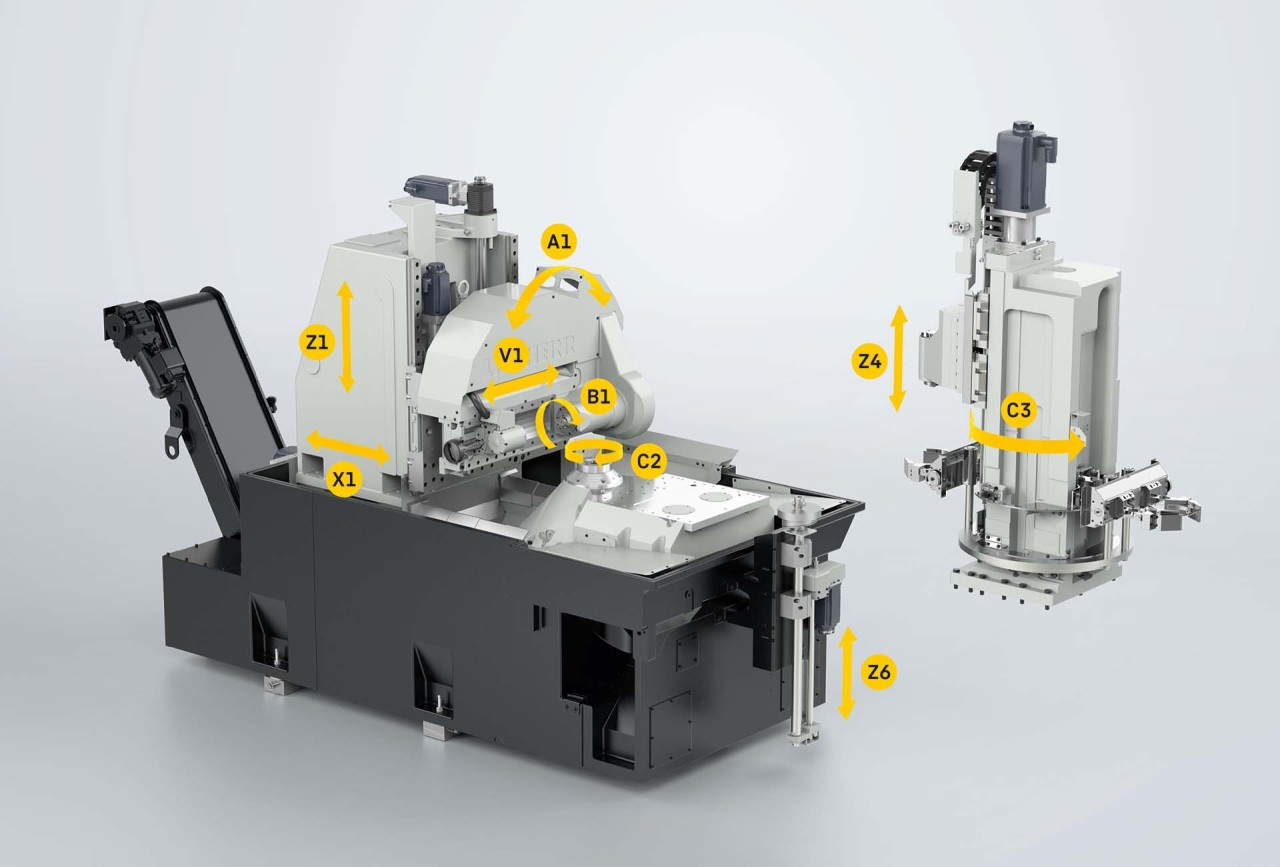
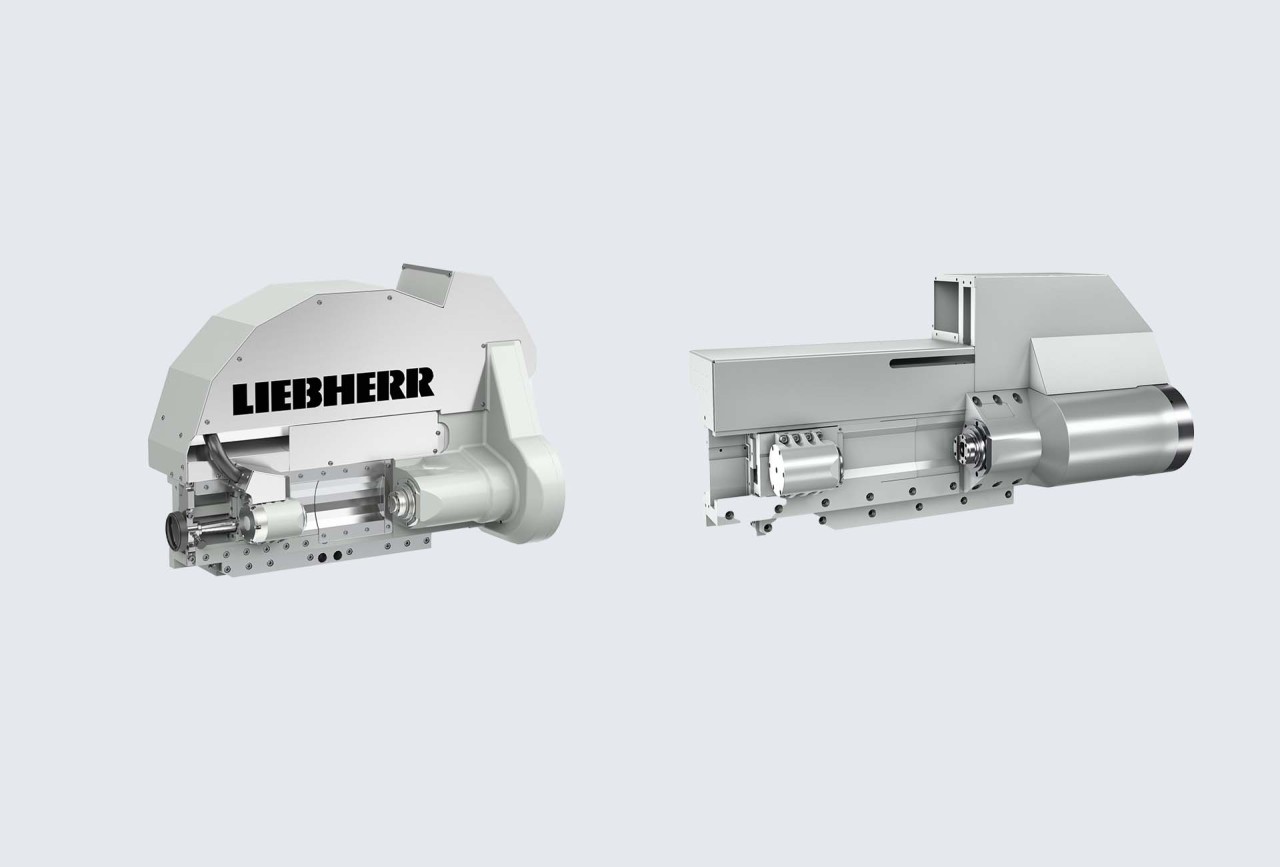
机床设计
LC 180 / 280 机床平台允许采用模块化的结构设计。这样一来,就可以实现多种不同的技术应用或者客户自定义的要求。Liebherr 滚铣床在通用性方面可以完美地满足各类要求。性能强劲的滚铣床不仅生产效率高,而且还可以在保证最高利用率的同时确保最佳的加工品质。
- 通过 FEM 模拟,优化了基架的刚性
- 热对称的机床设计和集成的温度补偿功能确保了稳定的高品质
- 从根本上优化了切屑废弃处理
- 灵活性高,适用于不同的加工过程:
- 齿轮、转轴、蜗轮
- 多齿轮加工
- 平滚铣/精铣
- 位置相关性
- 特殊型材的铣削
- 湿式和干式加工
- 占地面积小的钩机,方便转运
滚铣床 LC 280 α

您的入门级齿轮加工设备

机床
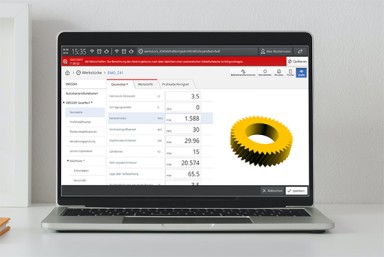
自动控制装置
01/03
滚铣床 180 / 280 (DC)
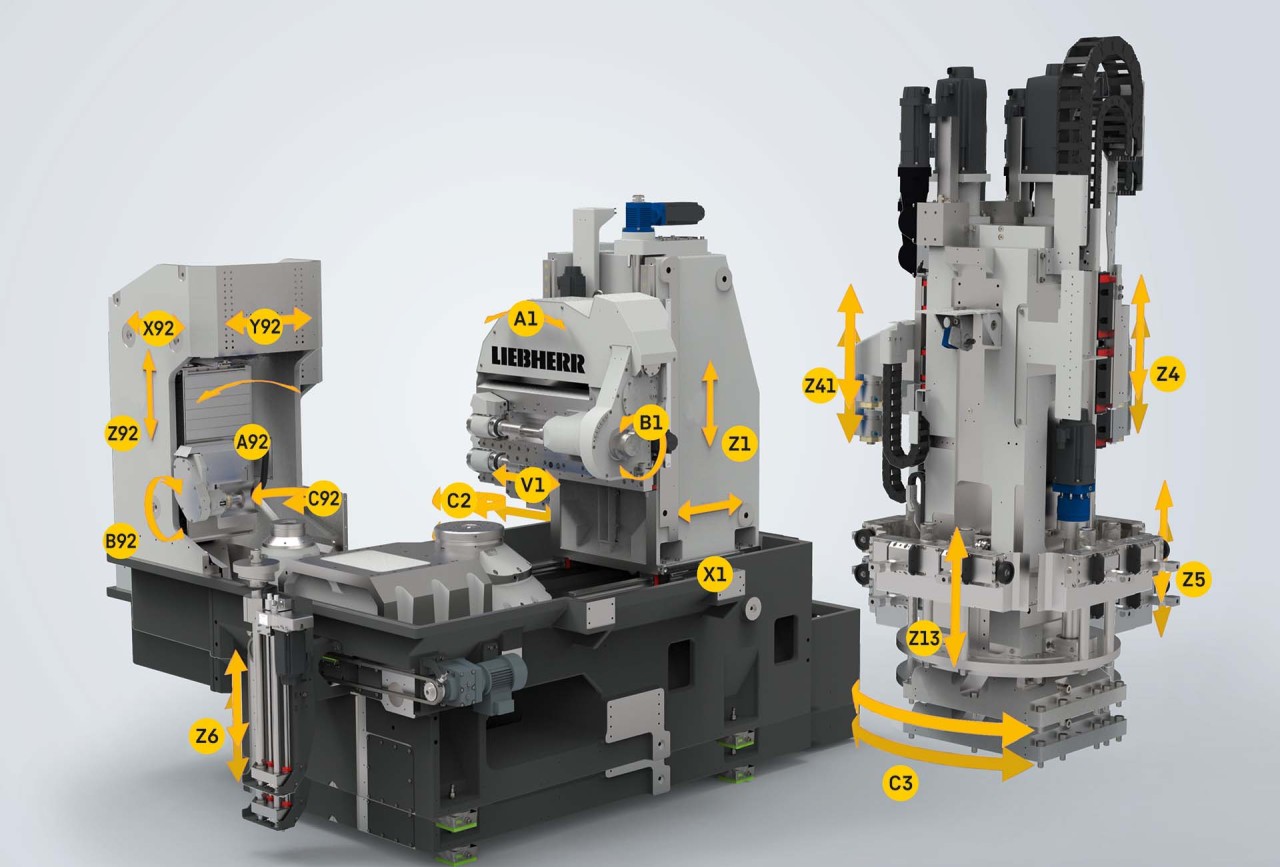
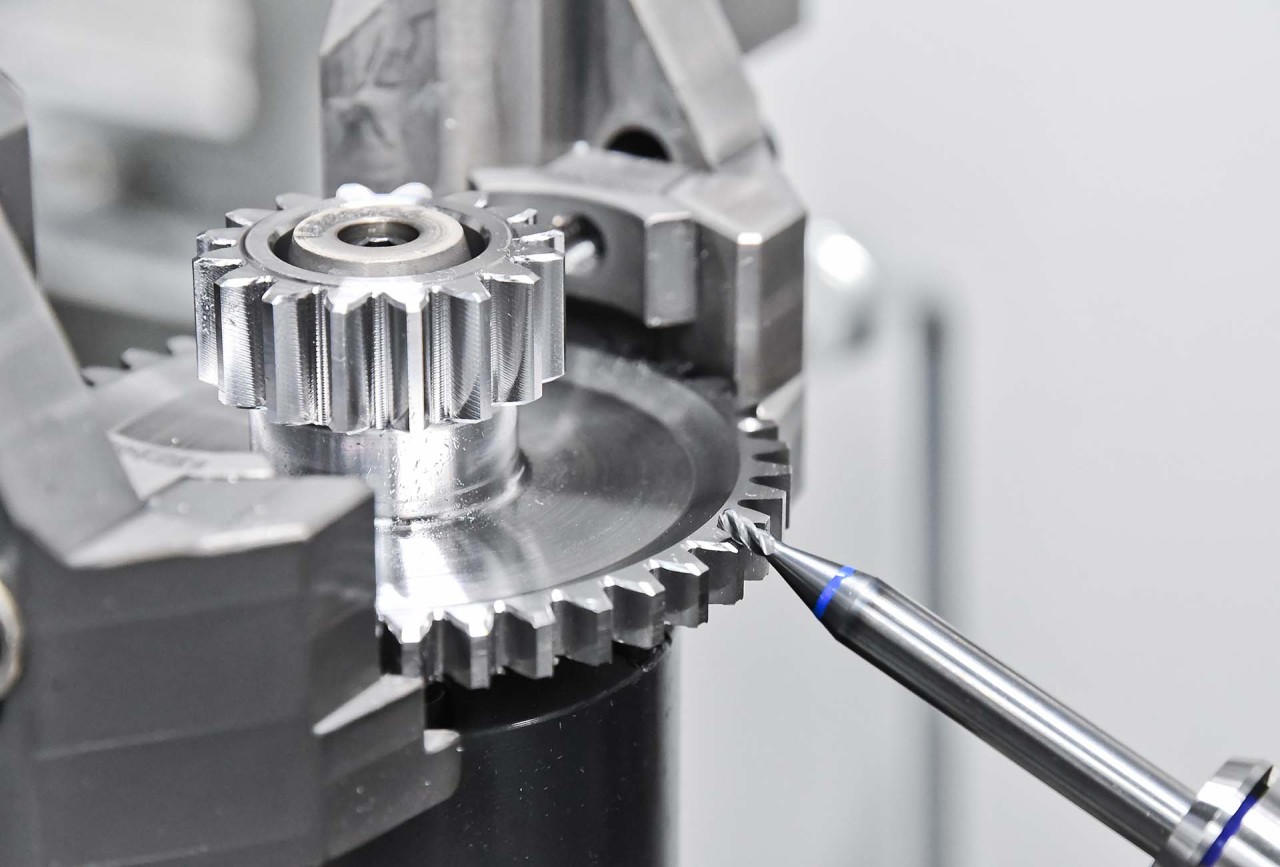
集成了 ChamferCut 单元的 LC 180/280 DC

使用 ChamferCut 或 FlexChamfer 在主流程进行的同时完成倒角 (LC 180 / 280 DC)
FlexChamfer

ChamferCut 的优势

FlexChamfer 的优势
01/05
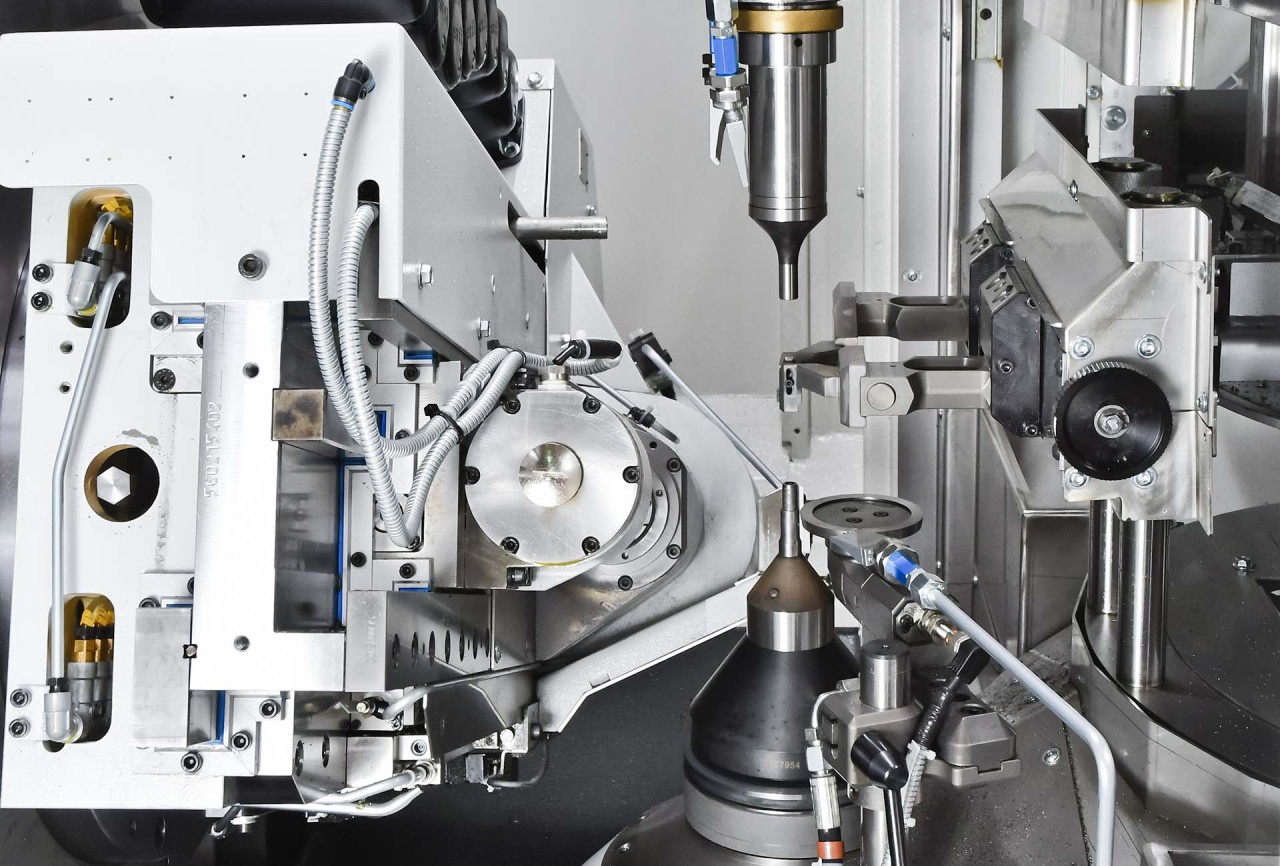
铣头

01/03

工作台驱动

为干式加工配备不锈钢护板
01/02
技术数据
| 模块 | 4.00 - 6.00 mm |
| 工件直径 | 180 - 280 mm |
Variants
| Variants | LC 180 α | LC 280 α | LC 180 | LC 280 | LC 180 DC | LC 280 DC |
|---|---|---|---|---|---|---|
| 模块 (mm) | 6.00 / 4.00 | 6.00 / 4.00 | 6.00 / 4.00 | 6.00 / 4.00 | 6.00 / 4.00 | 6.00 / 4.00 |
| 工件直径 (mm) | 180 | 280 | 180 | 280 | 180 | 280 |
| 轴向行驶 (mm) | 400 | 400 | 400 | 400 | 400 | 400 |
| 轮班行驶 (mm) | 200 | 200 | 200 | 200 | 200 | 200 |
| 滚刀直径 (mm) | 150 | 150 | 150 | 150 | 150 | 150 |
| 滚刀速度 (min-1) | 2,250 | 2,250 | 2,250 / 6,000 | 2,250 / 6,000 | 2,250 / 6,000 | 2,250 / 6,000 |
| 工作台转速 (min-1) | 250 | 250 | 250 / 800 | 250 / 800 | 250 / 800 | 250 / 800 |
| ChamferCut 倒角最大模数 (mm) | — | — | — | — | 5 | 5 |
| ChamferCut 加工头最大刀具转速 (mm) | — | — | — | — | 2,000 | 2,000 |
| ChamferCut 最大刀具直径 (mm) | — | — | — | — | 130 | 130 |
| 最大刀具夹紧长度(钻孔铣刀) (mm) | 236 | 236 | 236 | 236 | 236 | 236 |
| 最大刀具夹紧长度(立铣刀) (mm) | 360 | 360 | 360 | 360 | 360 | 360 |
洞见
自动控制装置 & 特征


易于维护
维护保养作业过程中理想的机床通达性是保证生产效率的前提条件。为此,所有必需的维护通道都配有检修门。除此以外,为了能够快速且方便地监控特定的状态,在检修门中设置了观察窗。这样一来,机床操作人员或者维保人员就可以非常快速地在外部读取信号。另外,在新的机床设计中还集成了一套液压系统罩壳,它可以持续降低液压机组的噪音。