精确-可靠-经济高效
使用专利倒角切割技术进行倒角后,无需额外加工。无需进行第二次切割,这通常在基于变形的去毛刺过程中需要,以去除堆积材料。通过倒角加工,可以得到精确的倒角形状。与基于变形的工艺相比,材料结构不受影响。为硬齿面齿轮的后续精加工,特别是齿轮珩磨,创造了一个最佳的起点。这种倒角的质量定义了一个新的标准-具有最大的重复精度。
优点
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。
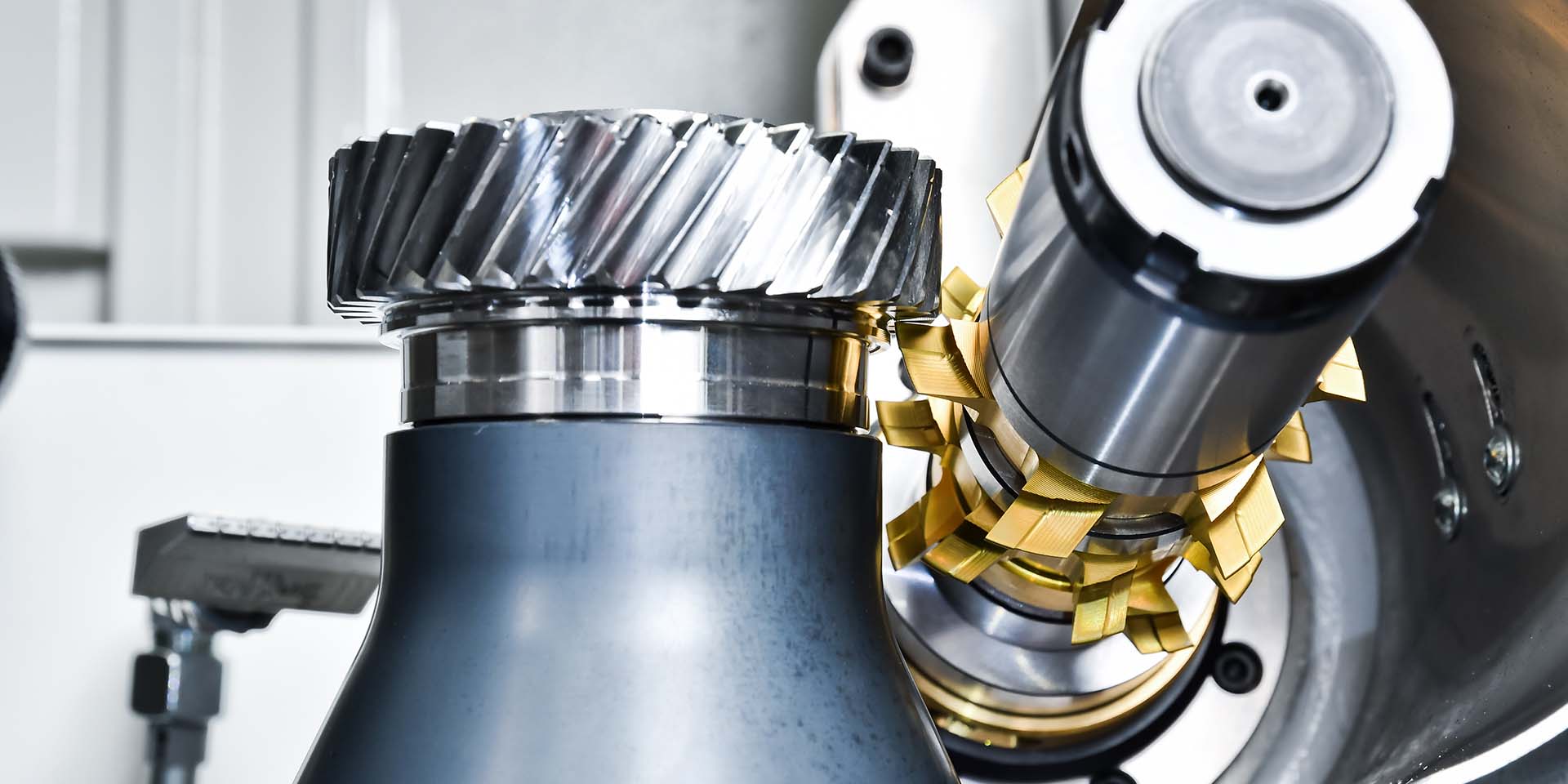
使用 ChamferCut 进行倒角
- 非常精确的倒角几何形状
- 最高的坡口质量和再现性
- 无凸起或材料变形
- 齿根标准倒角
- 建立齿轮制造流程
- 刀具寿命极长
- ChamferCut 工具可轻松且经济高效地重新磨锐 20 次左右
- 与替代工艺相比,工具成本最低
- 由于工具成本低,投资回收期短
- 应用范围模块 0.8 – 42 mm
- 2. 滚齿时无需切削——从而提高滚齿时刀具的寿命
- 设置时间短
利勃海尔解决方案

LC 180 DC和LC 280 DC滚齿机

LC 300 DC滚齿机

LD 180 C和LD 280 C倒角机

工作区倒角
视频
- ChamferCut
- LC 180 DC
- LC 300 DC
- LD 300 C
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。ChamferCut
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。ChamferCut
经济考虑
| 工件(倒角) | |||
| 工件 | 减速齿轮 | ||
| 模块 | 2.7毫米 | ||
| 齿数 | 41 | ||
| 螺旋角 | 24.5° | ||
| 压边倒角(抛光) | 倒角切除 | ||
| 冲压倒角工具 | 4700欧元 | 倒角刀(套) | 3600欧元 |
| 重新锐化次数 | 1 | 23 | |
| 总工件数 | 95,445 | 468,293 | |
| 刀具成本/工件 | 6.7美分 | 1.5美分 |


