机床设计
通过车齿车齿提高效率
齿轮加工制造商正在寻找比车齿工艺更高产、更经济,又比拉削更灵活的替代工艺。
车齿车齿的成功需要:
- 机床
- 刀具
- 工艺
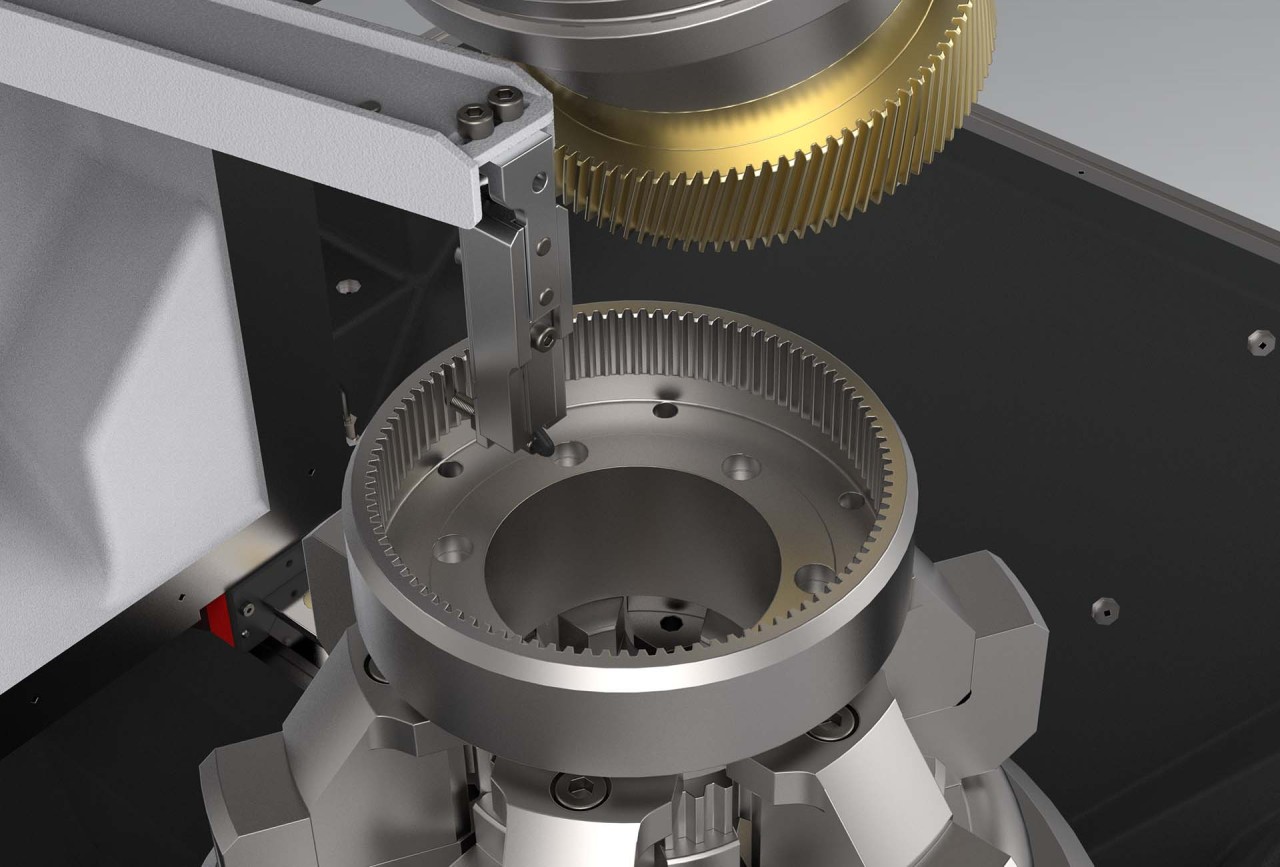
车齿车齿成功的基础在于机床的刚性:由铸铁制成的床身可以有效地吸收所产生的加工力。在机床头架中,通过特殊的轴承构造获取较高的主轴刚度,从而可以使用更长的刀架。这对加工内齿来说尤为重要。
结合防爆防溅保护,该机床适用于干式或使用油或乳化剂的湿式加工。
除了机床之外,合适的刀具对稳定的工艺也至关重要。通过自主开发和生产刀具,我们现在可以为任意工件设计出完美的刀具:前提是已在理论上参透和理解了车齿车齿工艺。
设计刀具时,必须注意已规划的工序。通过密集的技术开发和广泛的客户项目测试,我们掌握了车齿车齿工艺并且能够通过 Skiving³ 提供机床、刀具和工艺为一体的完整解决方案。
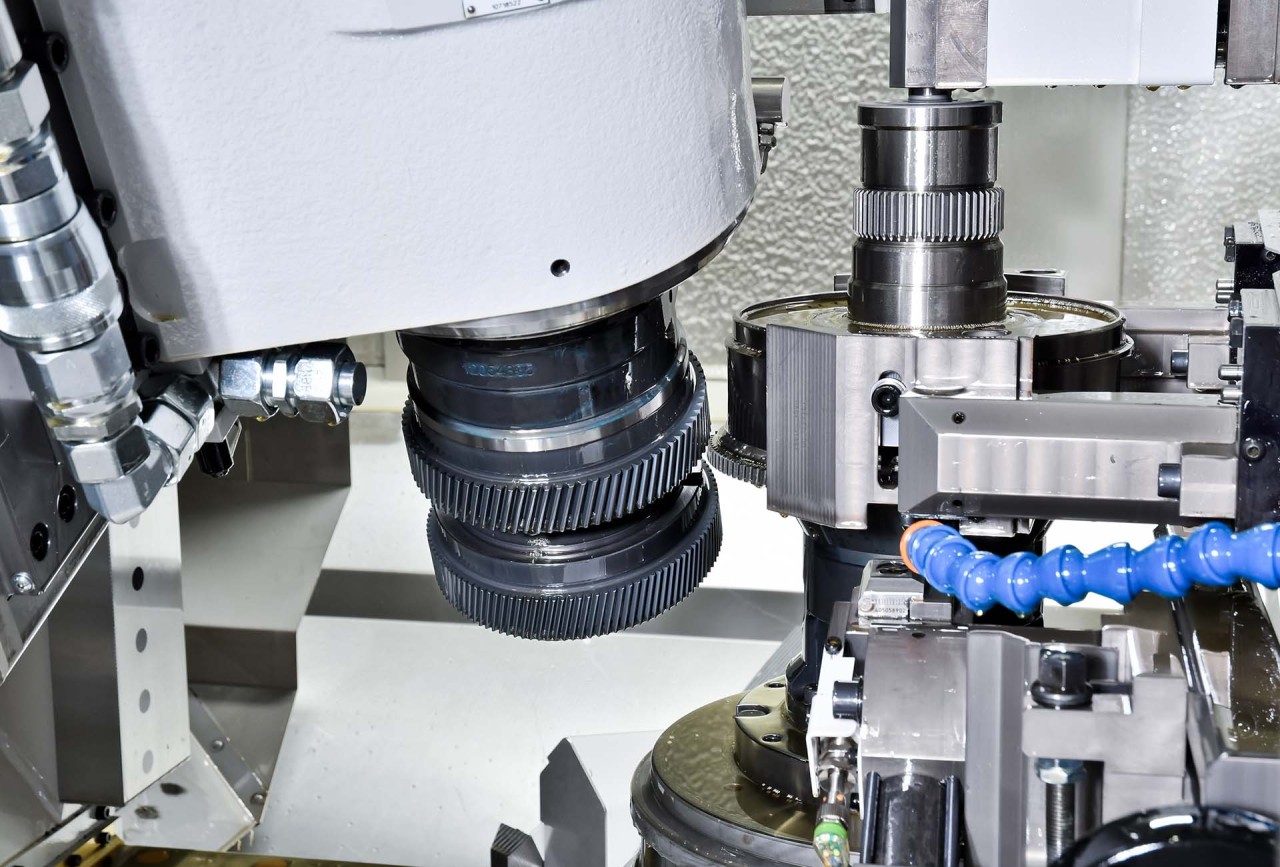
通过使用副立柱副立柱,该机床不仅适用于车轮和内齿轮,还适用于轴。
附加功能

使用 LK 180 / 280 DC 在主加工进行的同时完成倒角

使用 LK 180 / 280 DC 在主流程进行的同时完成倒角

使用 LK 180 / 280 DC 在主流程进行的同时完成倒角

轴
01/04
齿轮定中心/位置定向的齿轮加工

湿式加工
最大的用户友好性

优化的控制台 LHStation 和 LHMobile

便携式手持终端 LHMobile
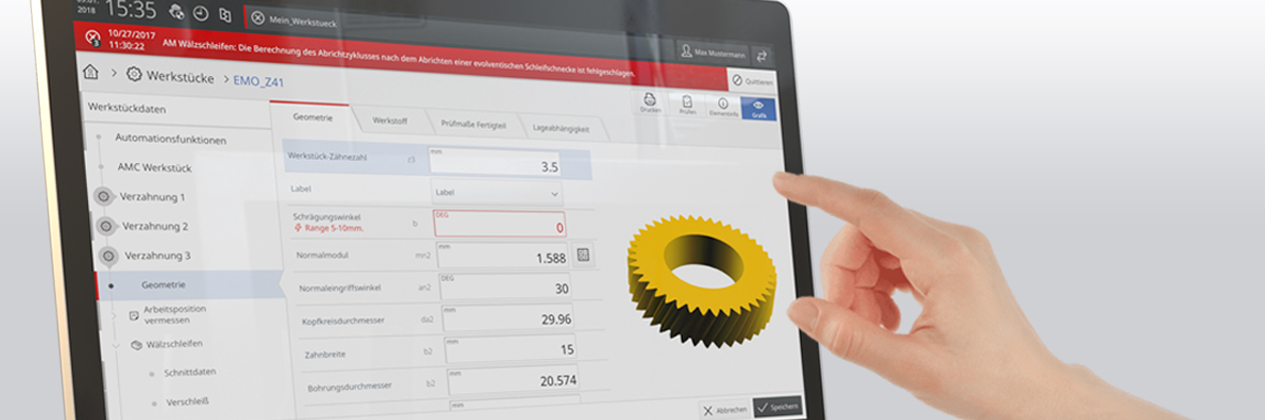
Liebherr 的编程系统:设置时间缩短 25%
01/03
技术数据
| Variants | LK 180 | LK 280 | LK 180 DC | LK 280 DC |
|---|
刀具和技术特长
刀具、工艺和机床之间的相互作用:Skiving³

最佳的刀具设计
01/02

Liebherr 自主刀具生产
Liebherr 提供广泛的齿轮加工刀具系列,在齿轮制造领域拥有多年的经验,并在细微之处也具有极高的产品质量。我们的车齿刀具在德国埃特林根和意大利科莱尼奥的工厂生产。





