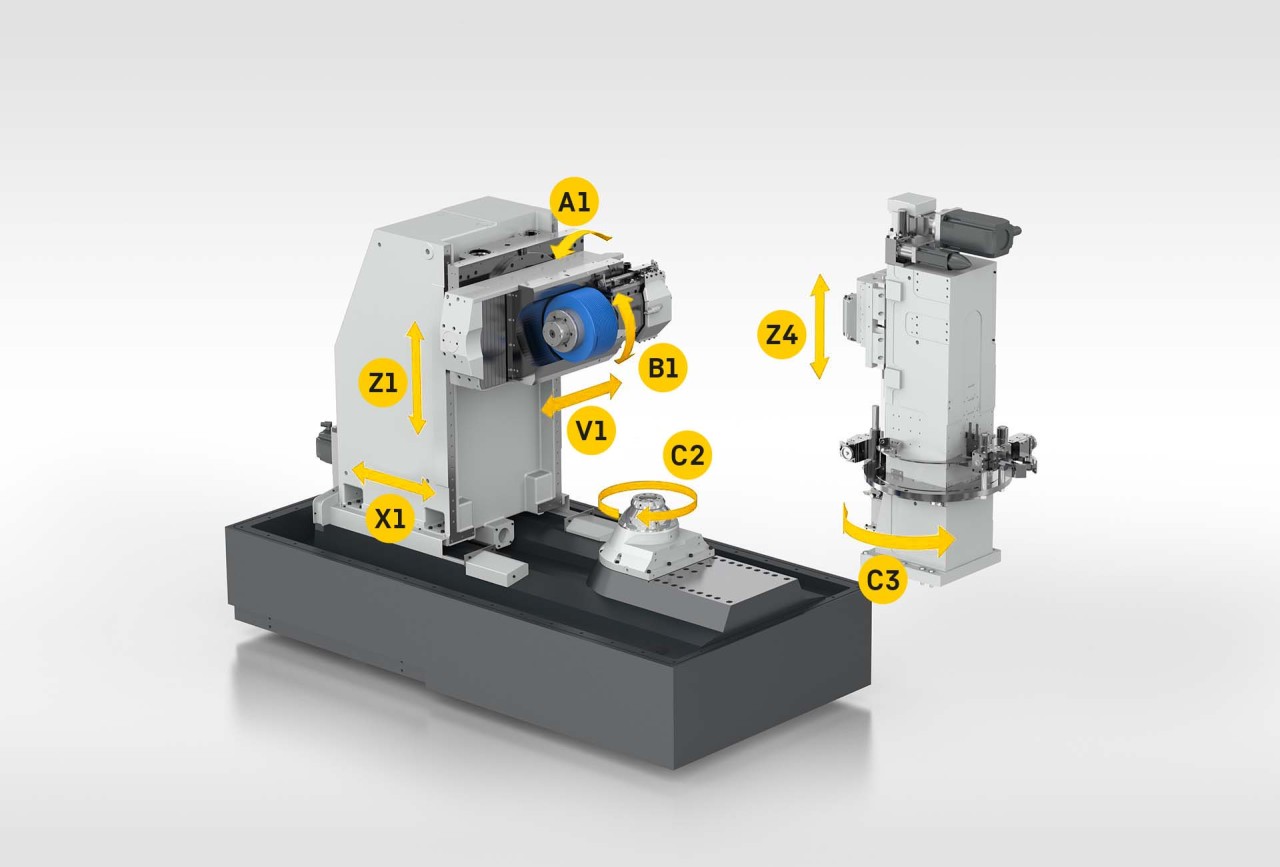
机床设计
特点
- 整个系列的高质量和可靠性
- 通过集成的环形上料器快速上料
- 非切削加工时间
- 齿轮:4 秒起
- 轴:6.5 秒起
- 占地面积小
- 易于维护

LGG 400 M
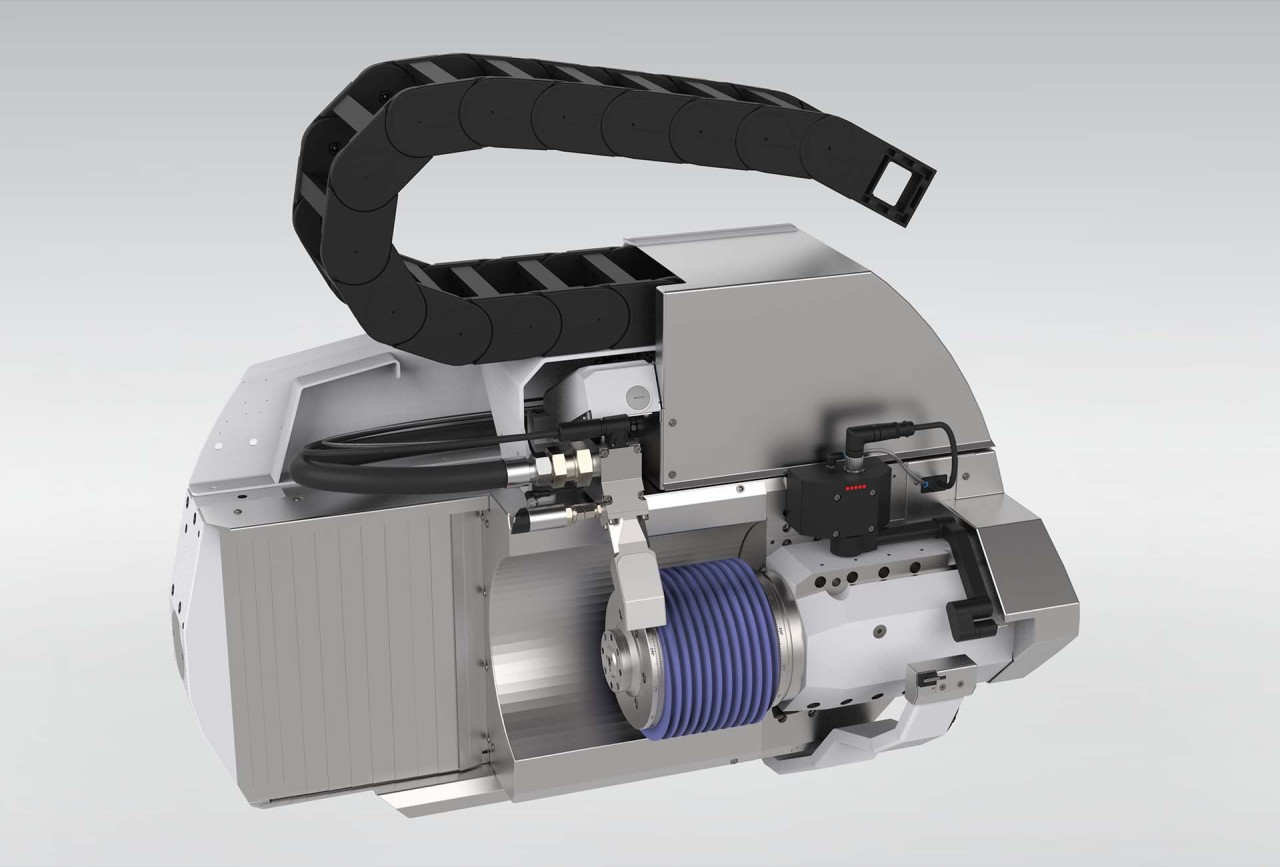
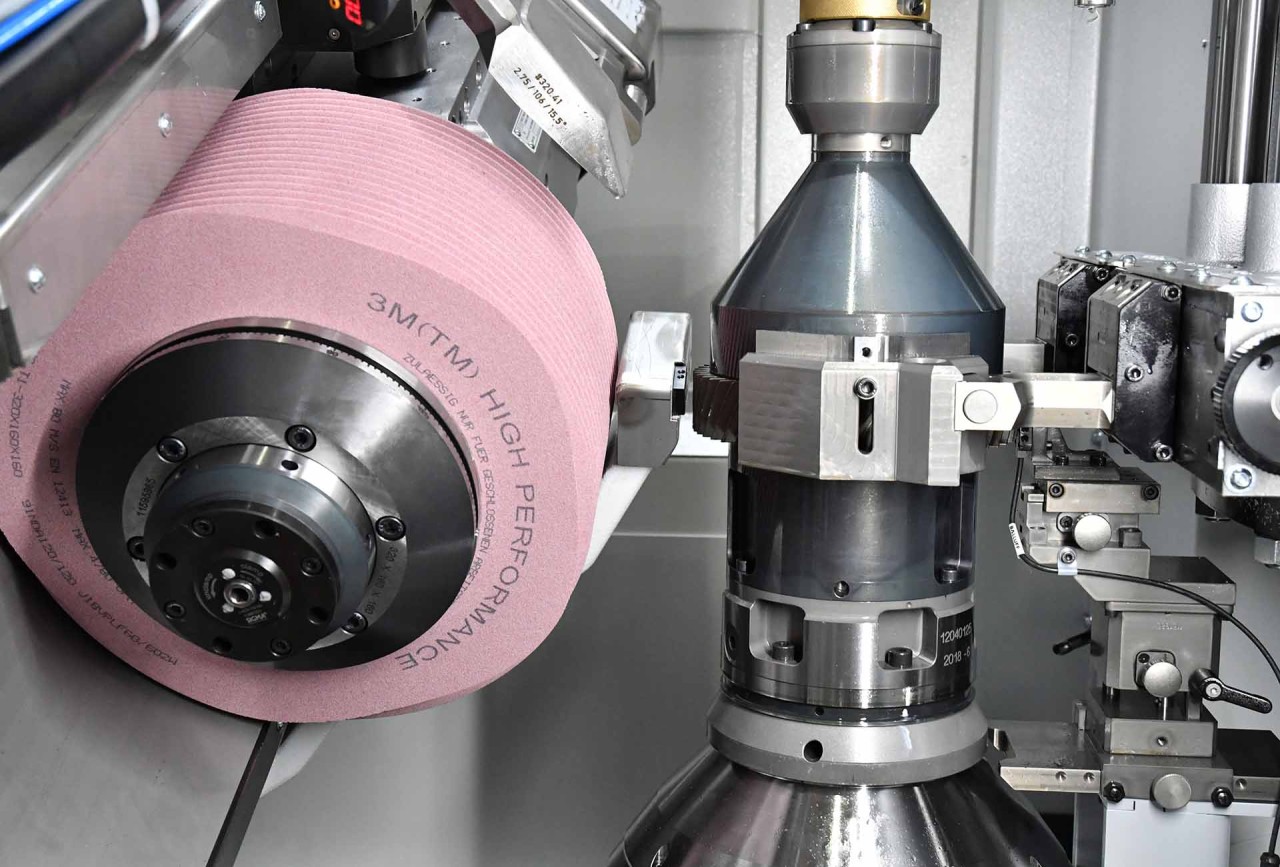
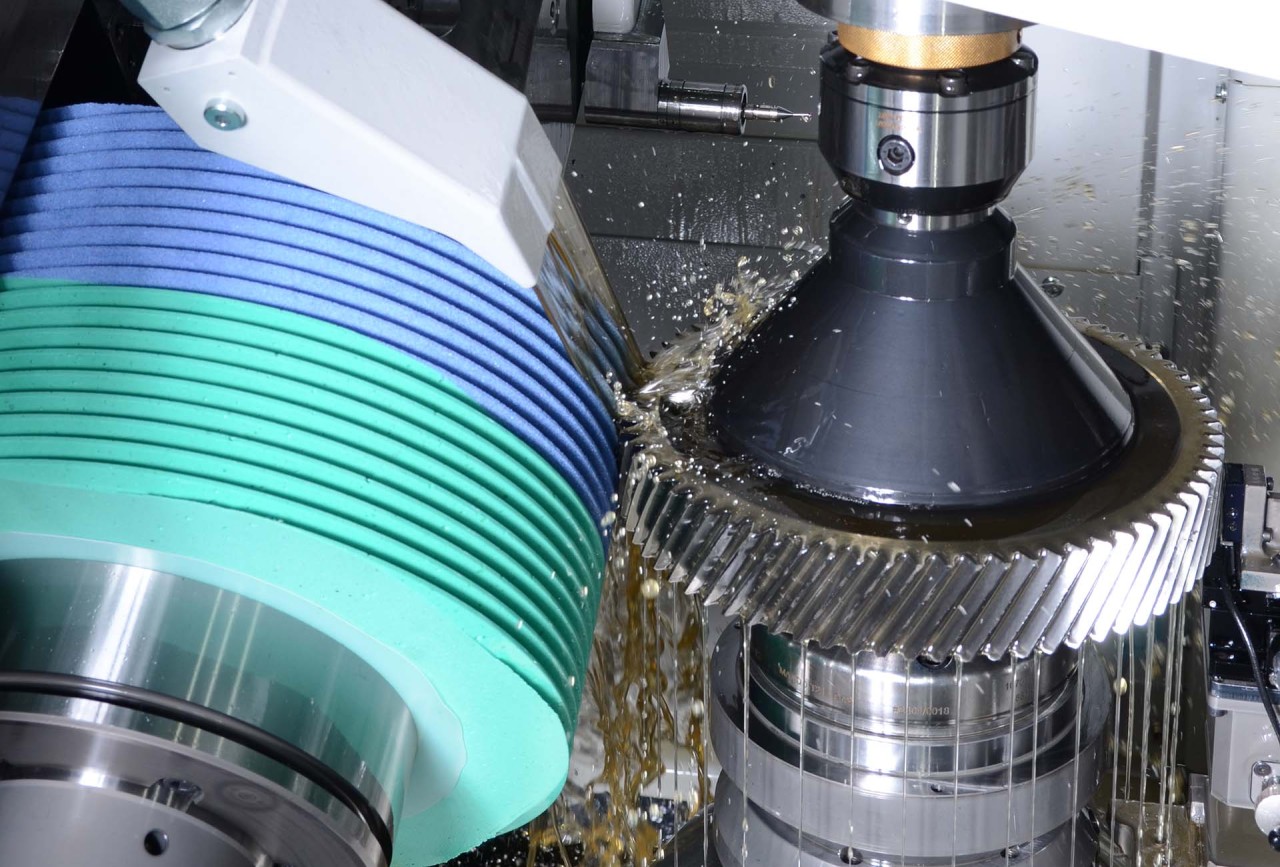
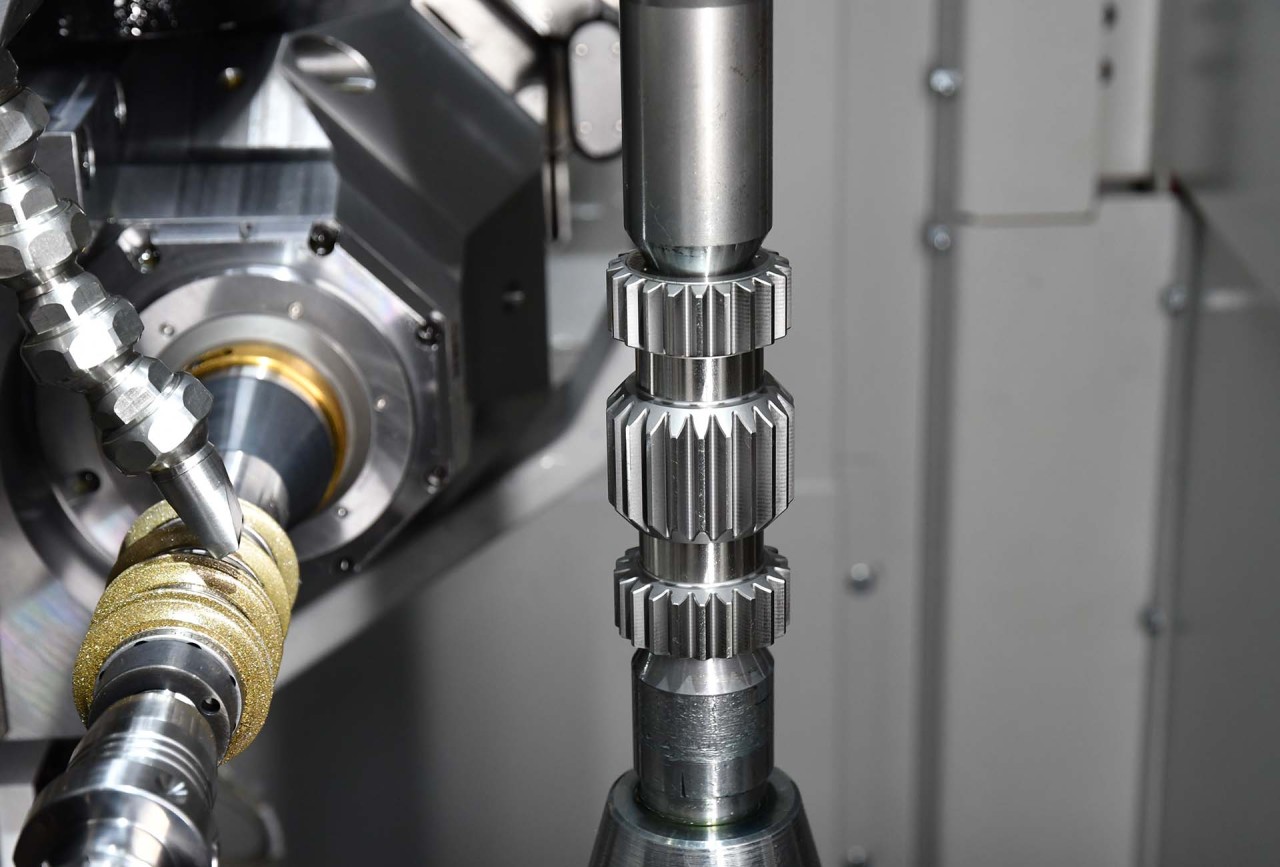
外磨削头和内磨削头
LGG 机床适用于兼具成型磨齿功能的展成磨齿机。作为标准配置,该机床配备了一个外磨削头,并可以增配一个内磨削头。
两个外磨削头都使用主轴内平衡系统。高驱动功率和转速是巨大的优势,例如在使用新型磨料时。由于采用先进的刀具夹紧方式,可以简单快速地更换磨削芯轴。对于容易发生碰撞的工件和需要进行特殊齿轮校正的情况,可以使用小型磨削刀具来进行加工。
GH 320
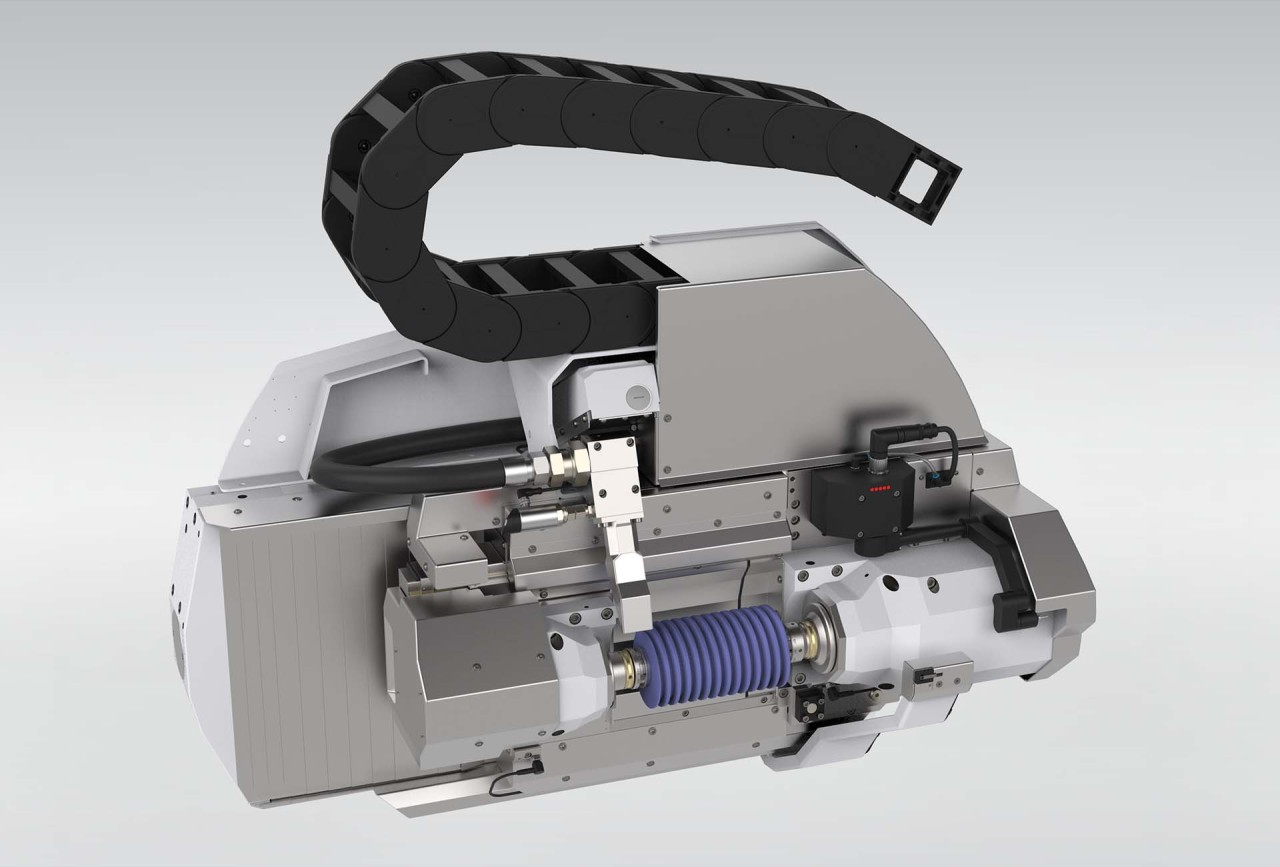
GH 240 / 200 CB
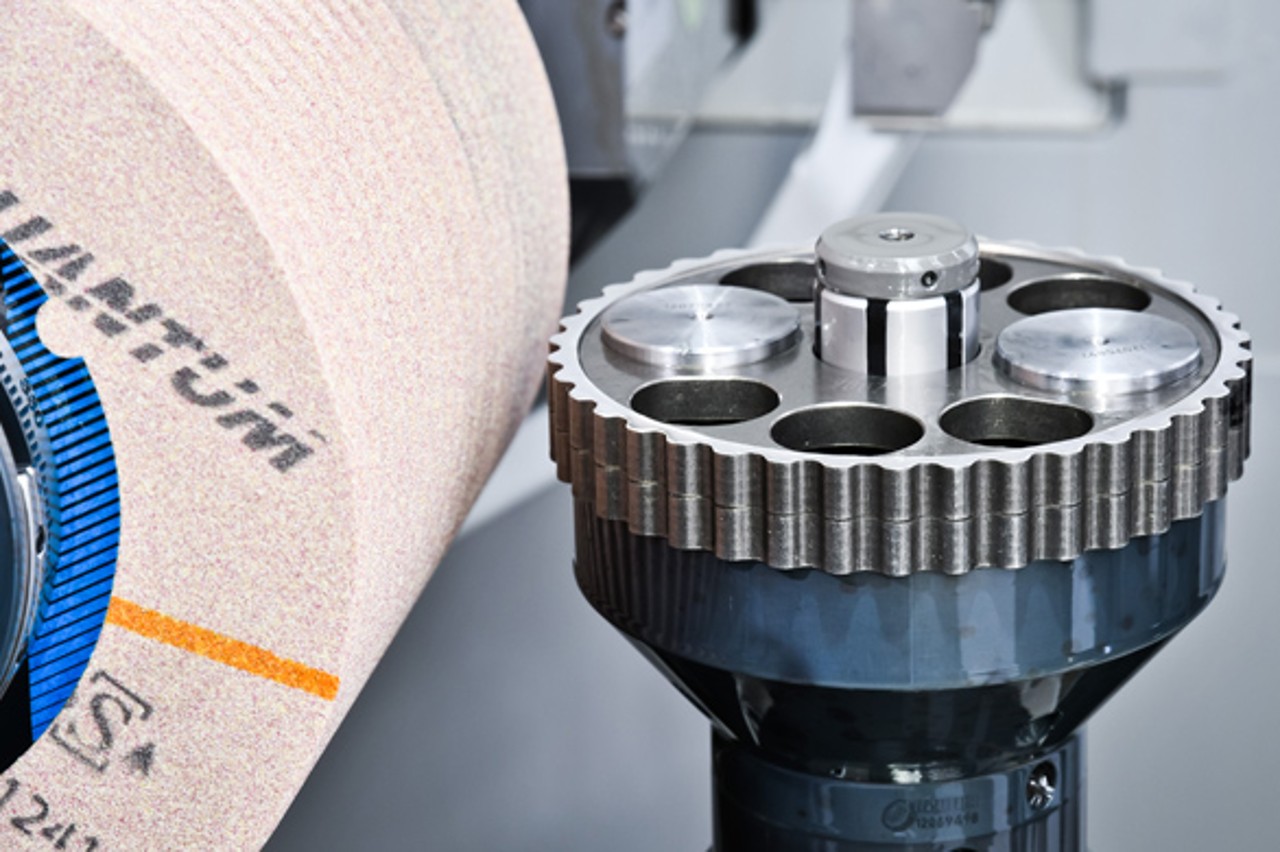
更换快速简便
适配性强的内磨削头可轻松快速地安装在外磨削头上,并由主驱动装置驱动。可根据要求提供其他磨削头。
从外磨削到内磨削仅需 30 分钟
视频
航空业中的齿轮制造
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。

在线检验:机床内的齿轮加工检验
移动式或固定式对齿传感器
技术
为未来做好准备
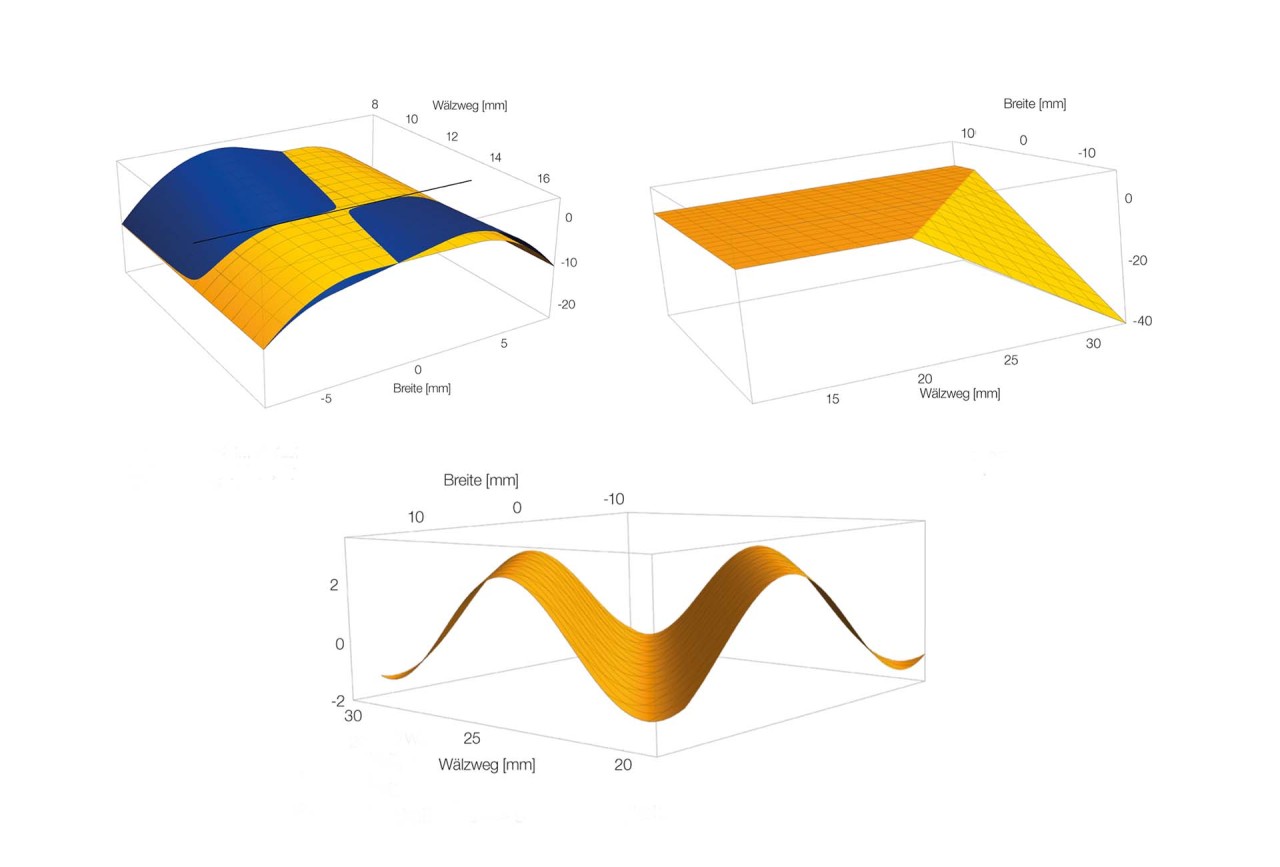
不对称齿轮的展成磨
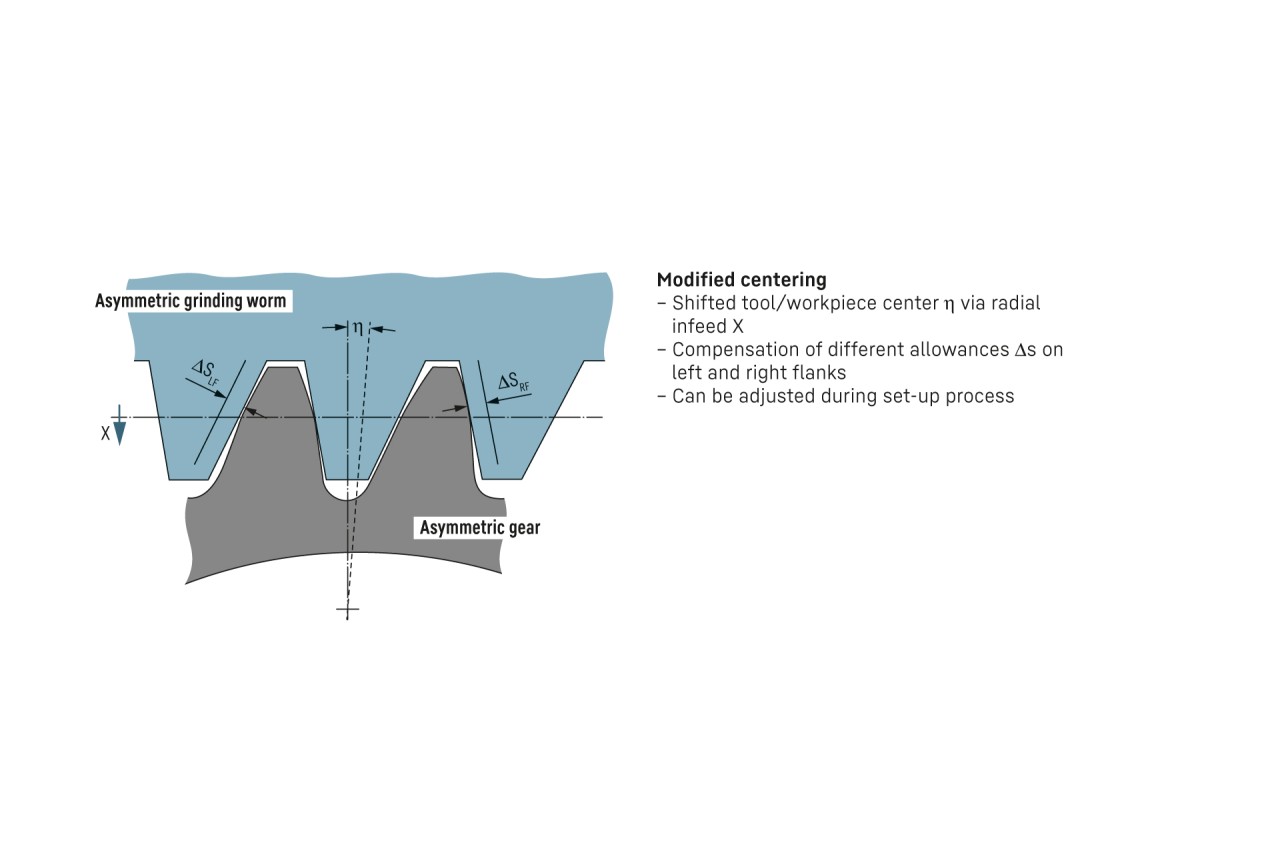
对展成磨不对称齿轮的要求
01/02
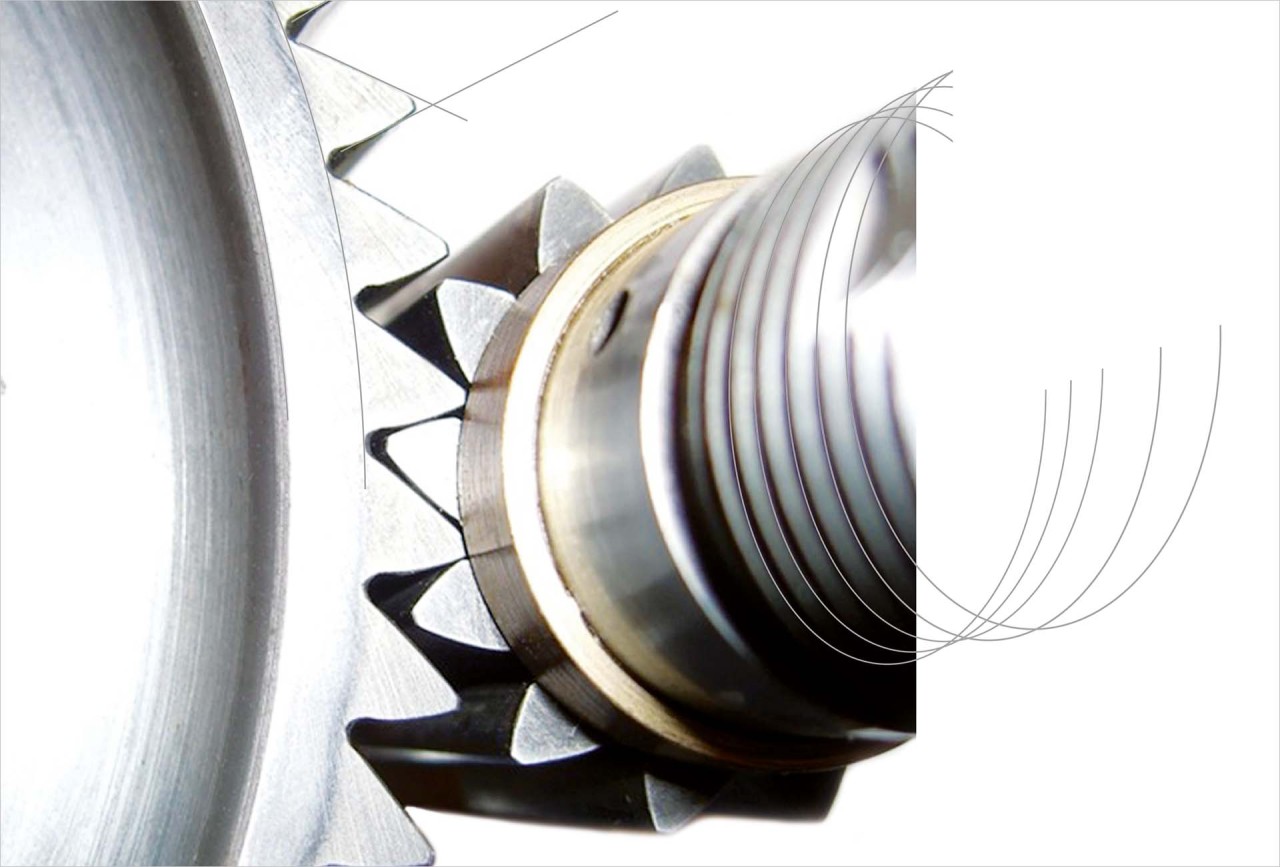
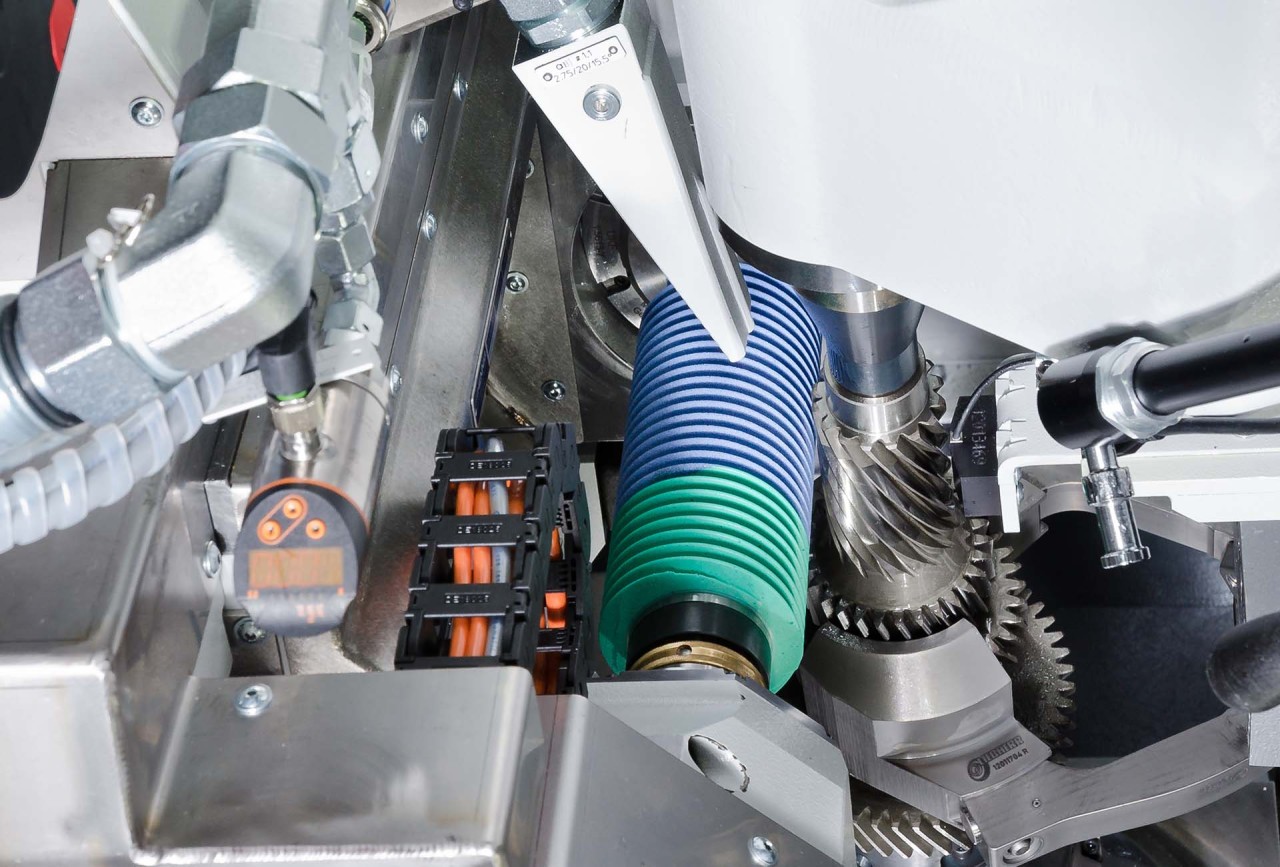
使用小型刀具展成磨
精磨或抛光
为什么要修整和/或超精加工齿面?
我们的解决方案:精磨或抛光
使用免修整的 CBN 展成磨或成型磨削

CBN 展成磨

01/02
CBN 成型磨削
集成的离心分离装置
自动化系统

手动上料或借助 NC 升降工位机器人
用于手动上料或借助机器人上料的上料舱门NC 升降工位

塑料链带 (KKB)
配备塑料链带的外置自动控制装置

LPC 3600
配有 LPC 3600 码垛机的外置自动控制装置
最大的用户友好性

优化的控制面板 LHStation 和 LHMobile

便携式手持终端 LHMobile
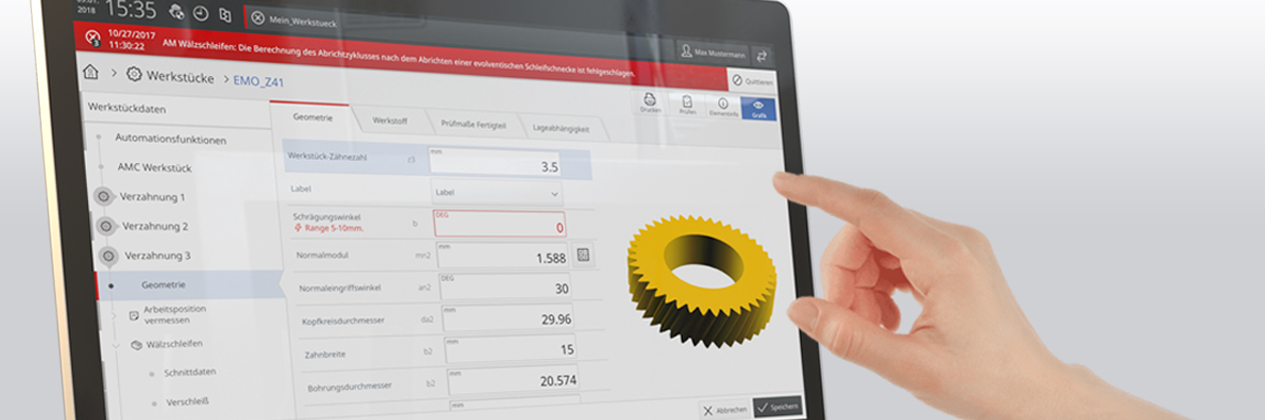
Liebherr 的编程系统:设置时间缩短 25%
01/03
技术数据
| Variants | LGG 180 | LGG 280 | LGG 400 M |
|---|





