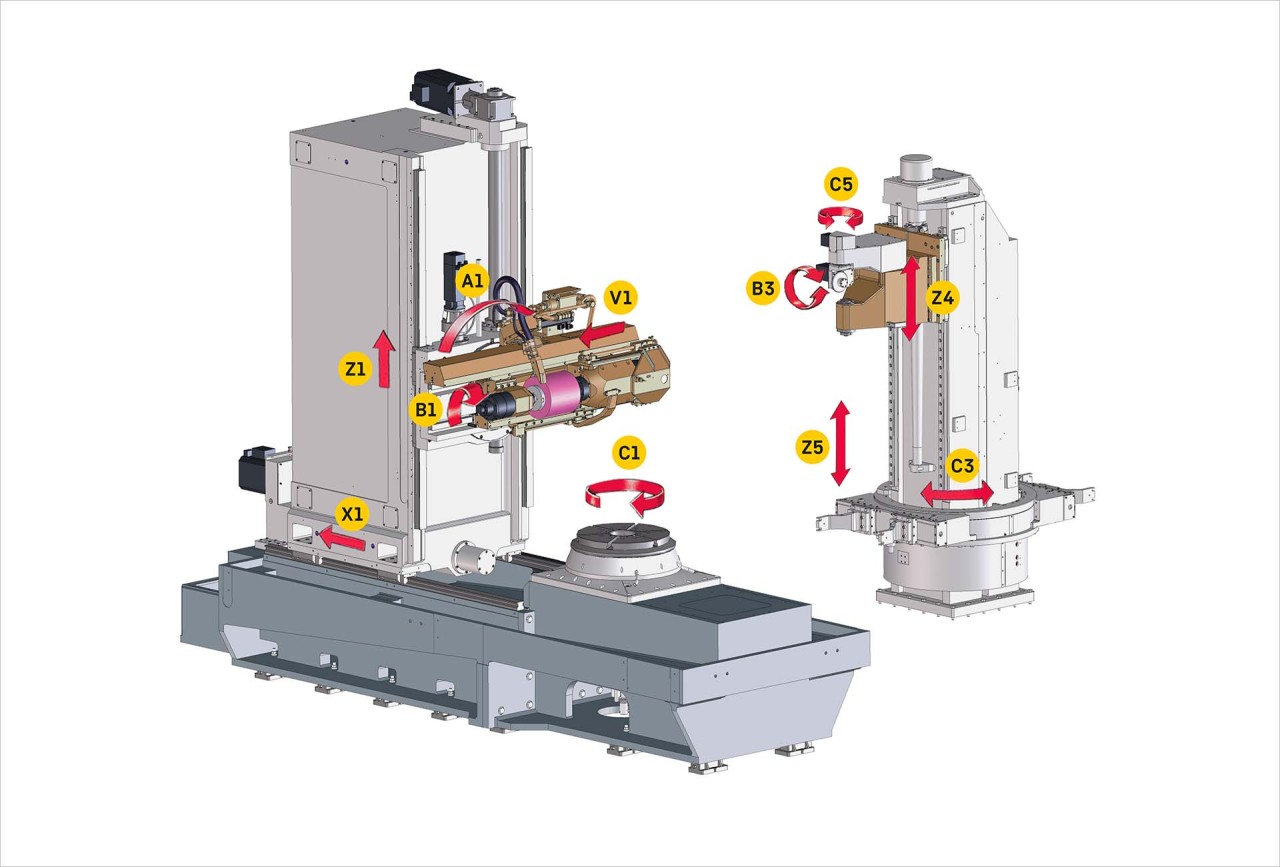
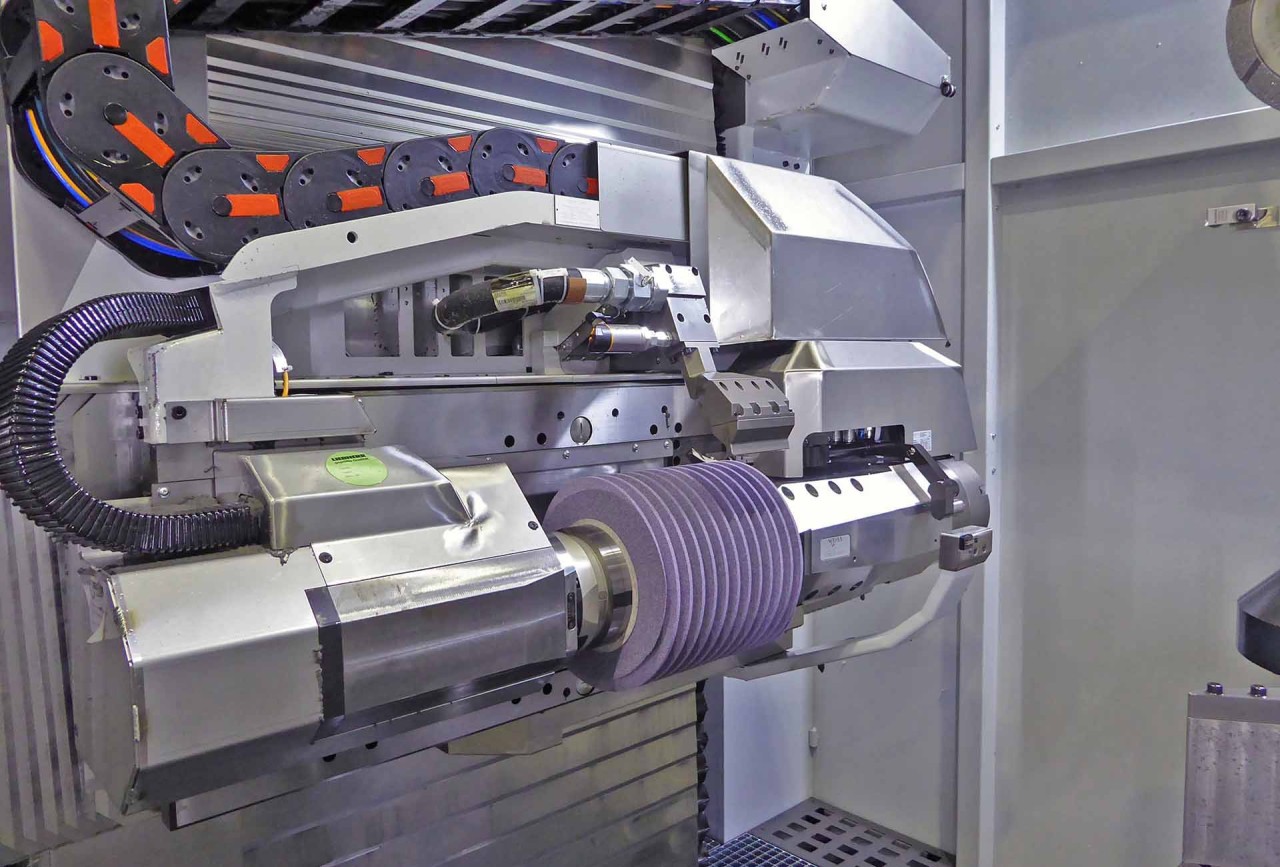
机床设计
新的 LCS 产品系列 3 提供了用于齿轮硬精加工的机床系统,该系统具有特殊的性能和通用性:使用可修整或电镀 CBN 刀具进行展成磨或成型磨削。
使用可修整蜗杆或砂轮进行齿轮磨削是一项经过多年验证的成熟工艺,现在通过使用先进的烧结刚玉刀具取得了卓越的性能。
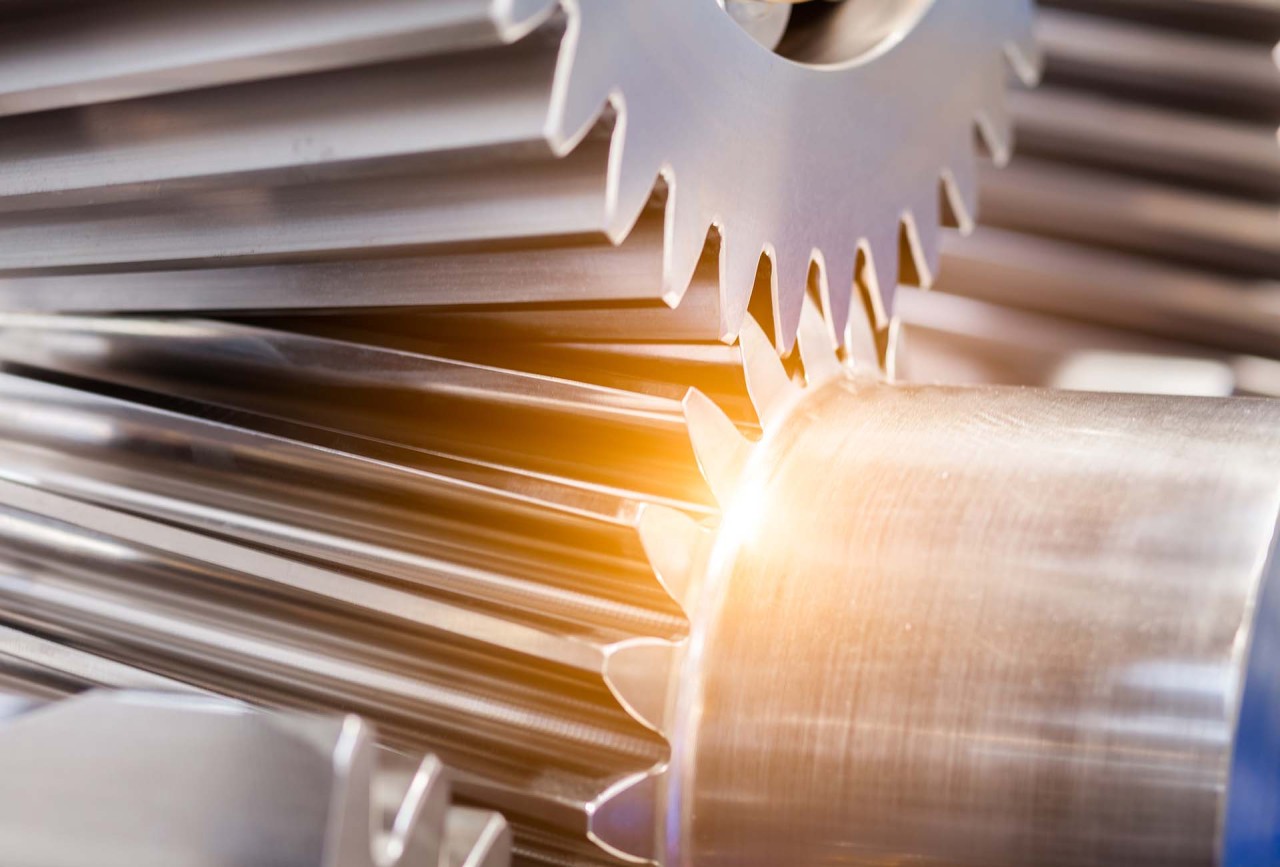
Liebherr 通过 LCS 产品系列完全覆盖了这两种工艺,为用户开启了全新的可能性,特别是在展成磨大型齿轮时,例如风力发电中使用的齿轮。
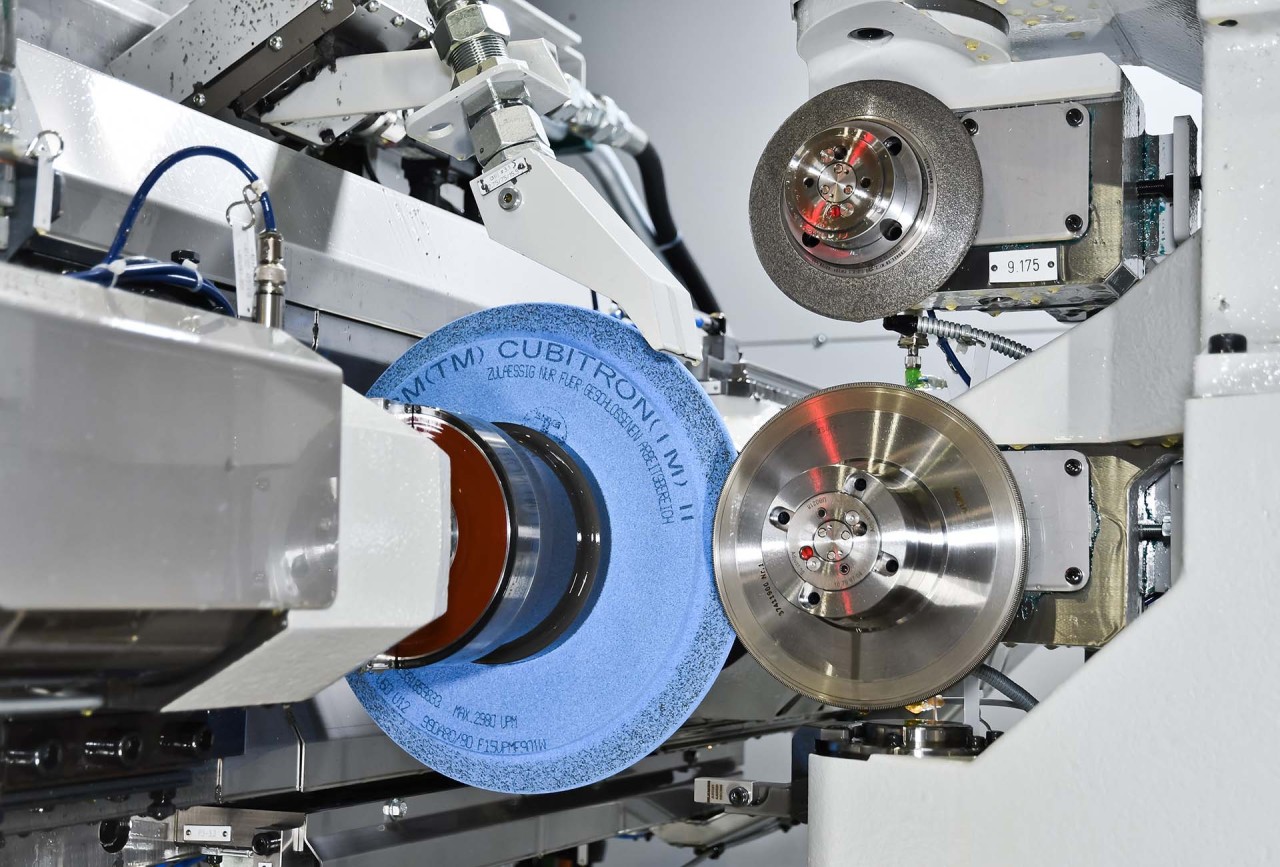
双修整器
应用示例
视频
在兼具成型磨齿功能的展成磨齿机 LCS 700 上展成磨大模数
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。
在兼具成型磨齿功能的展成磨齿机 LCS 600 上进行修整、磨削和加载
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。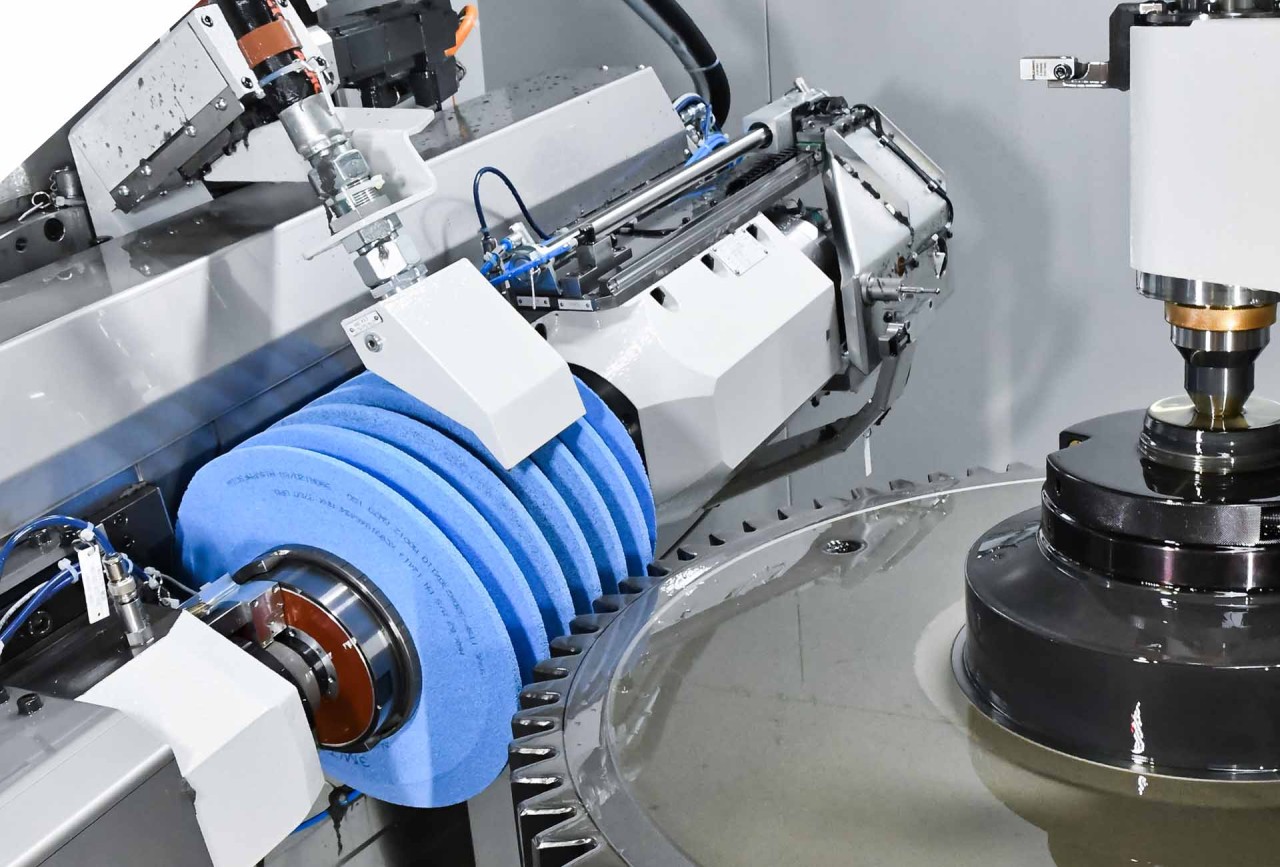
GH 3.0
GH 320 CB
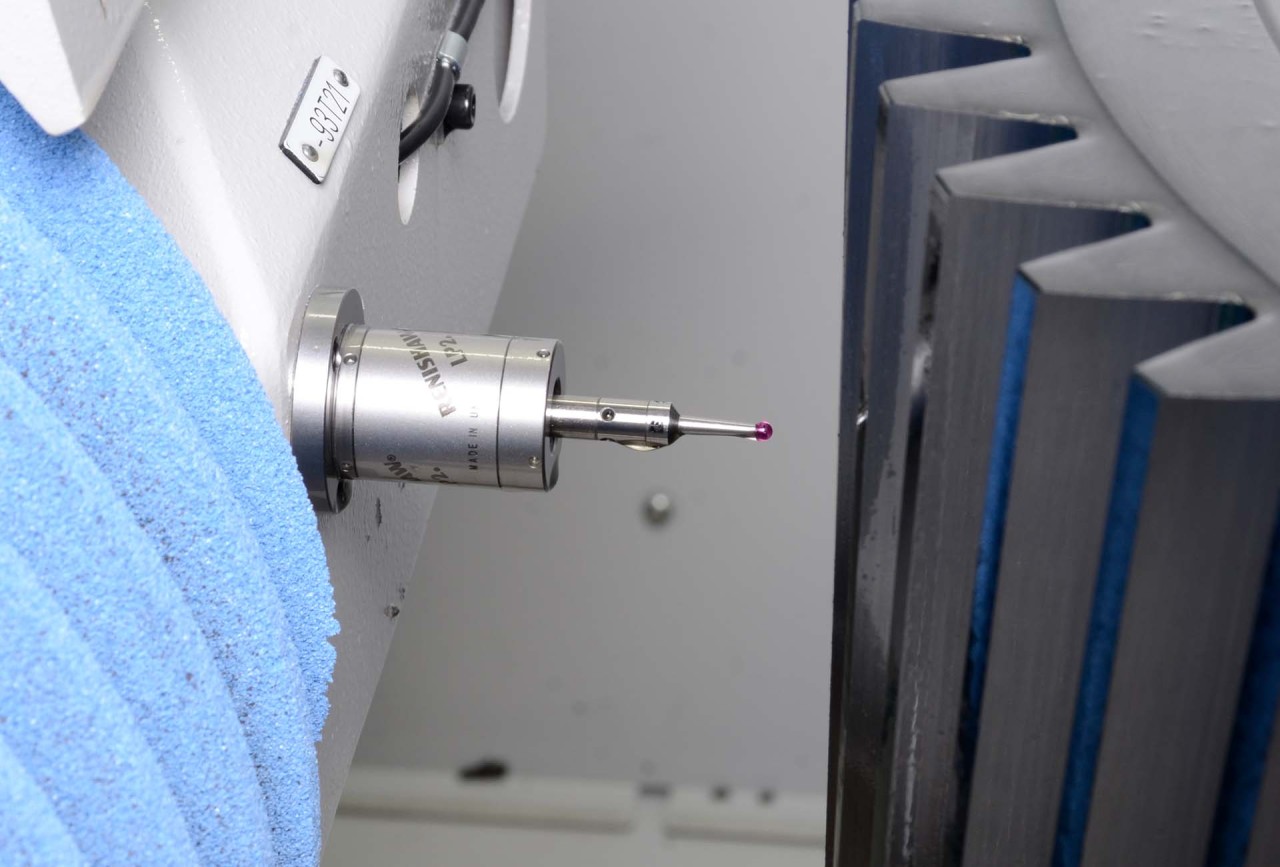
车载检验:机床内的齿轮加工检验
视频
车载检验滚磨机 LCS 600
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。
移动式进料传感器
工艺
为未来做好准备
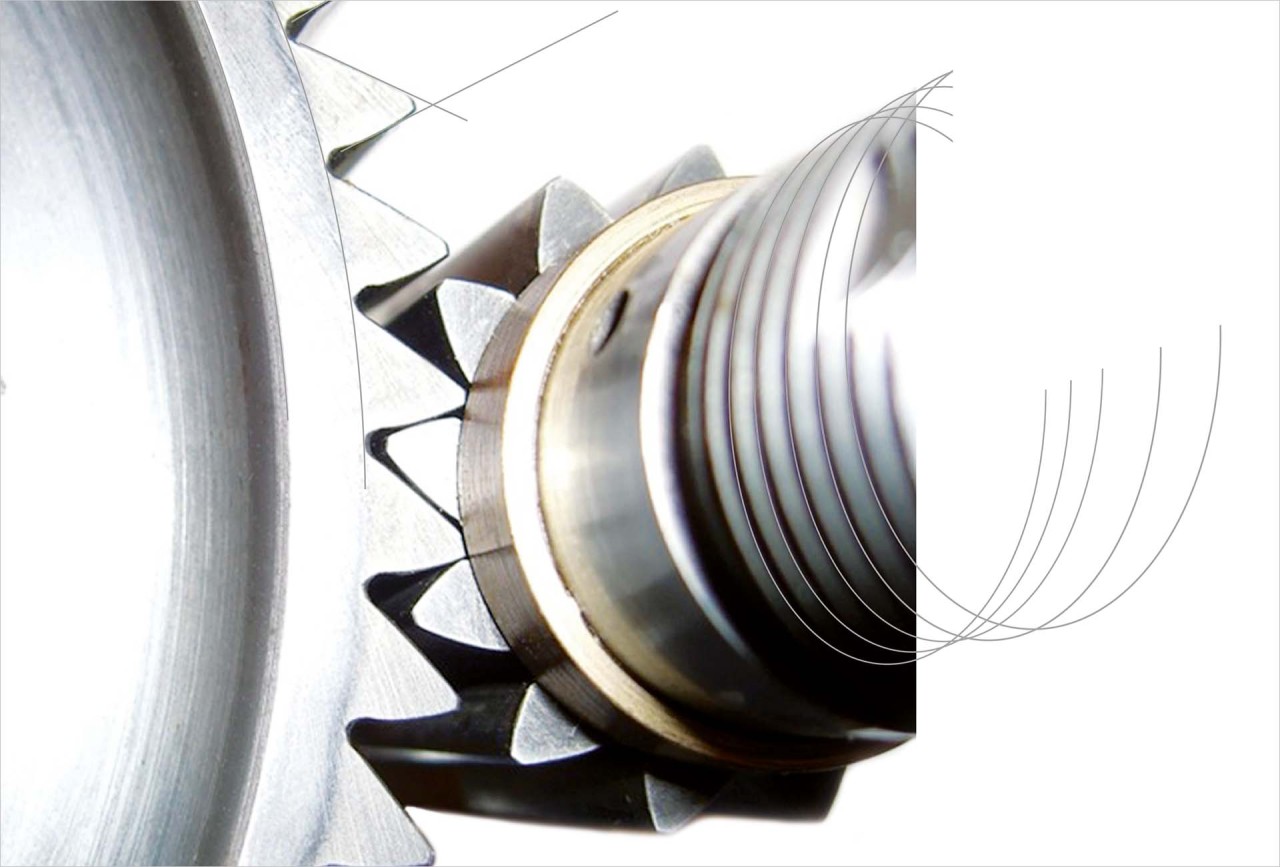
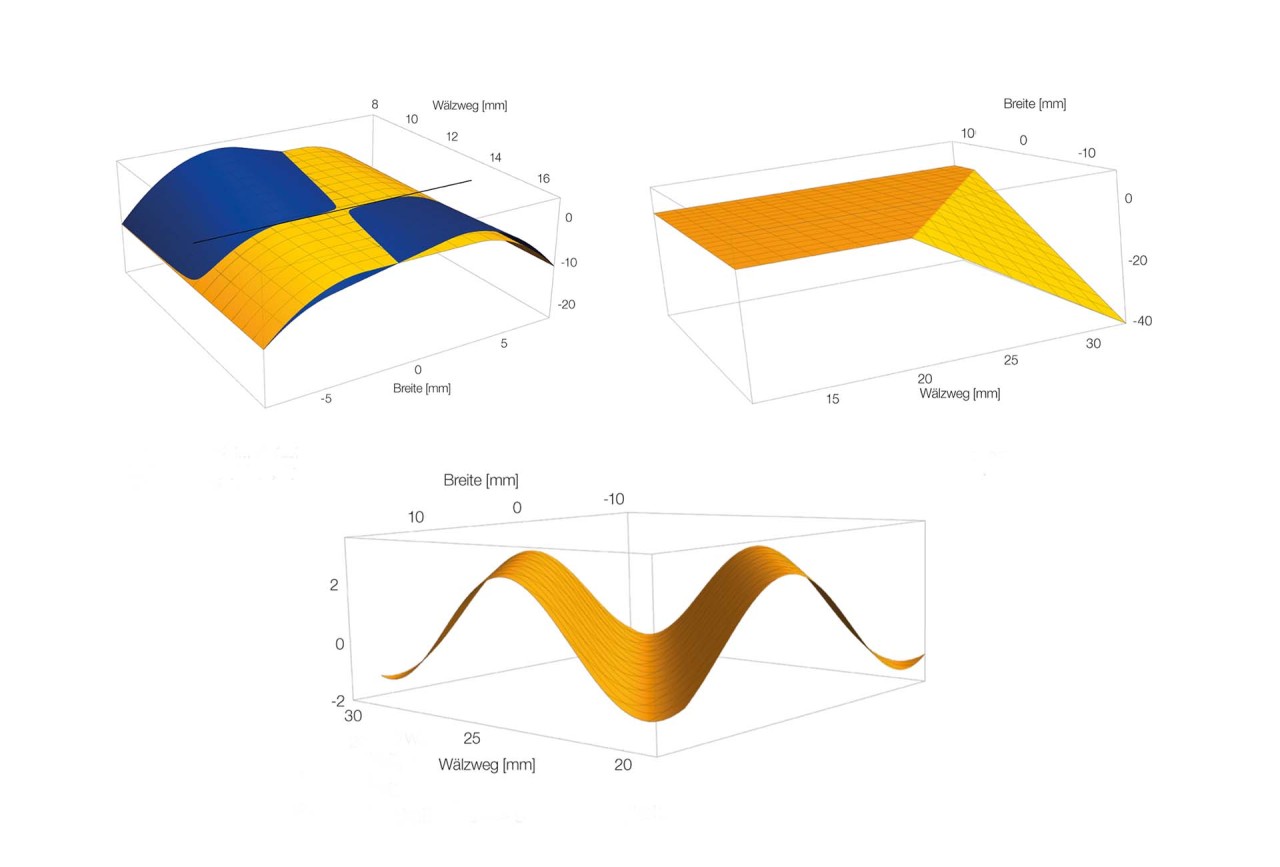
不对称齿轮的展成磨
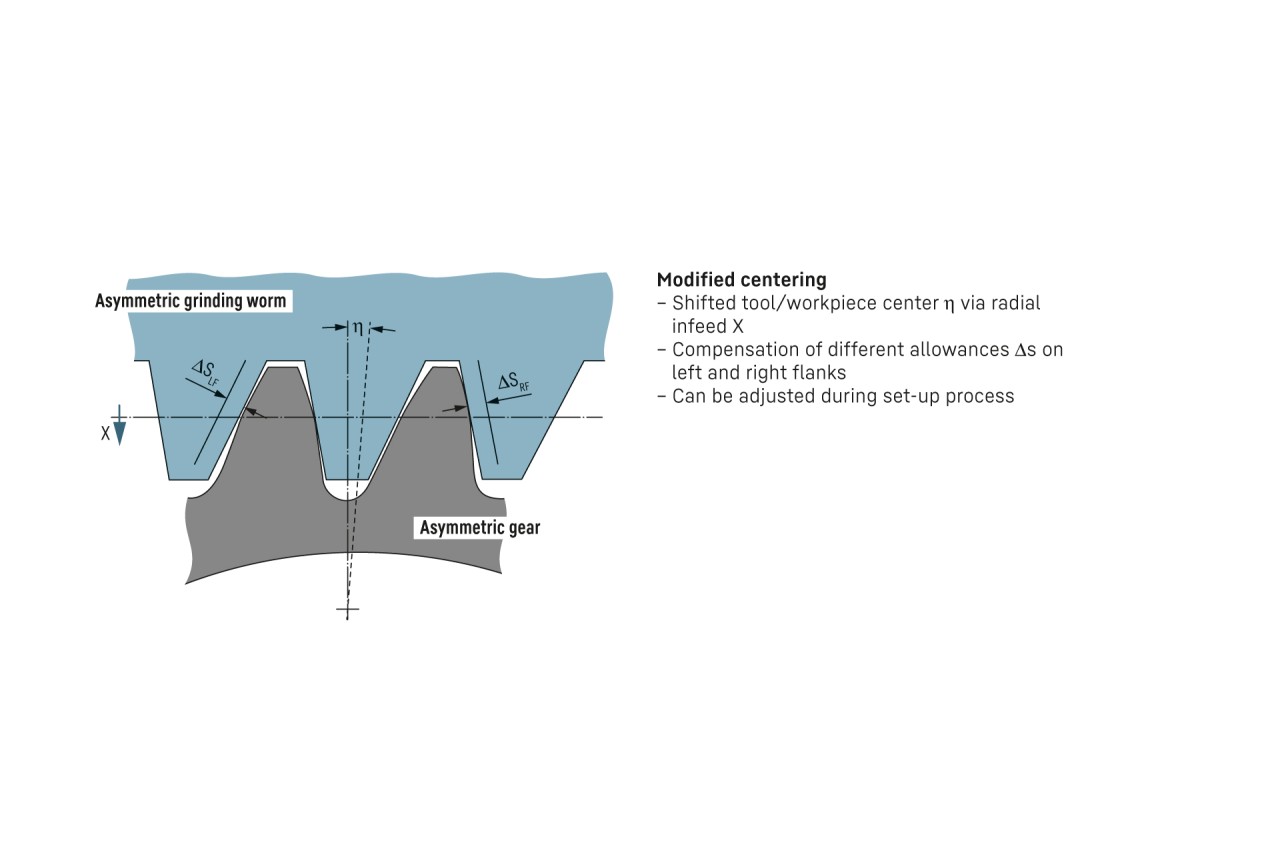
对展成磨不对称齿轮的要求
视频
在滚磨机 LCS 800 上进行展成磨和修整
点击“接受”,即表示您同意根据《通用数据保护条例》(GDPR) 第 6 条第 1 款将此视频的数据传输给谷歌。如果您不想在将来单独同意每个 YouTube 视频,并希望能够在没有此阻止程序的情况下加载视频,您也可以选择“始终接受 YouTube 视频”,从而同意将您今后在我们网站上访问的所有其他 YouTube 视频的相关数据传输到谷歌。
您可以在设置中的“杂项服务(可选)”下取消选择相应的服务(稍后也可以通过我们网站页脚的“数据保护设置”进行访问),从而随时撤销已给予的同意,以防止您的数据进一步传输。
如需了解更多信息,请参阅我们的数据保护声明和谷歌的隐私政策。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland;母公司:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注意:向美国的数据传输与向谷歌的数据传输相关联是根据欧盟委员会 2023 年 7 月 10 日的充分性决定 (欧盟-美国数据隐私框架) 进行的。自动化系统
适用于 LCS 600、LCS 700 和 LCS 800

手动上料或借助 NC 升降工位机器人

重载皮带 (SLB)

环形存储器
技术数据
| Variants | LCS 600 | LCS 700 | LCS 800 | LCS 1000 | LCS 1200 |
|---|





