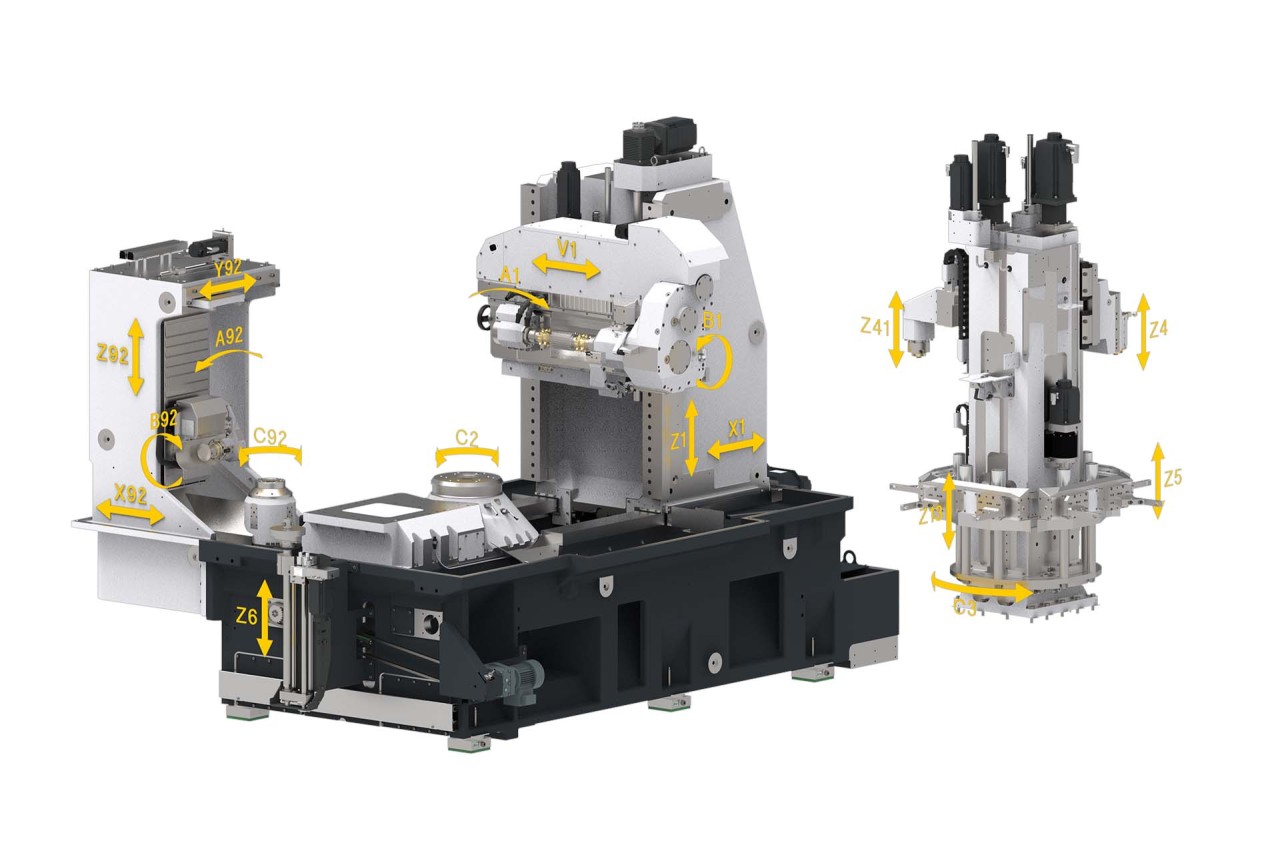
机床设计
Liebherr 滚铣床在通用性方面可以完美地满足各类要求。我们的高性能滚铣床生产效率高,铣削质量极佳。
- 适用于更大、更长刀具的滚铣头,可提高生产率和灵活性
- 使用 ChamferCut 和/或新的 FlexChamfer 工艺,对直径达 500 mm 的工件和模数 7 mm 的工件在主流程进行的同时完成倒角
- 更大的工作区带来最高的灵活性
- 采用 NC 工艺的对侧机架,可实现最大的装配便利性
- 内部环形装载器自动化设计,适用于重达 100 kg 的工件
- 使用 LHStation & LHMobile 和 LHGearTec 的操作理念
- 通过优化和重新设计的机座提高排屑率

强大而不妥协
01/02

机床工作台

T 100 / T 170
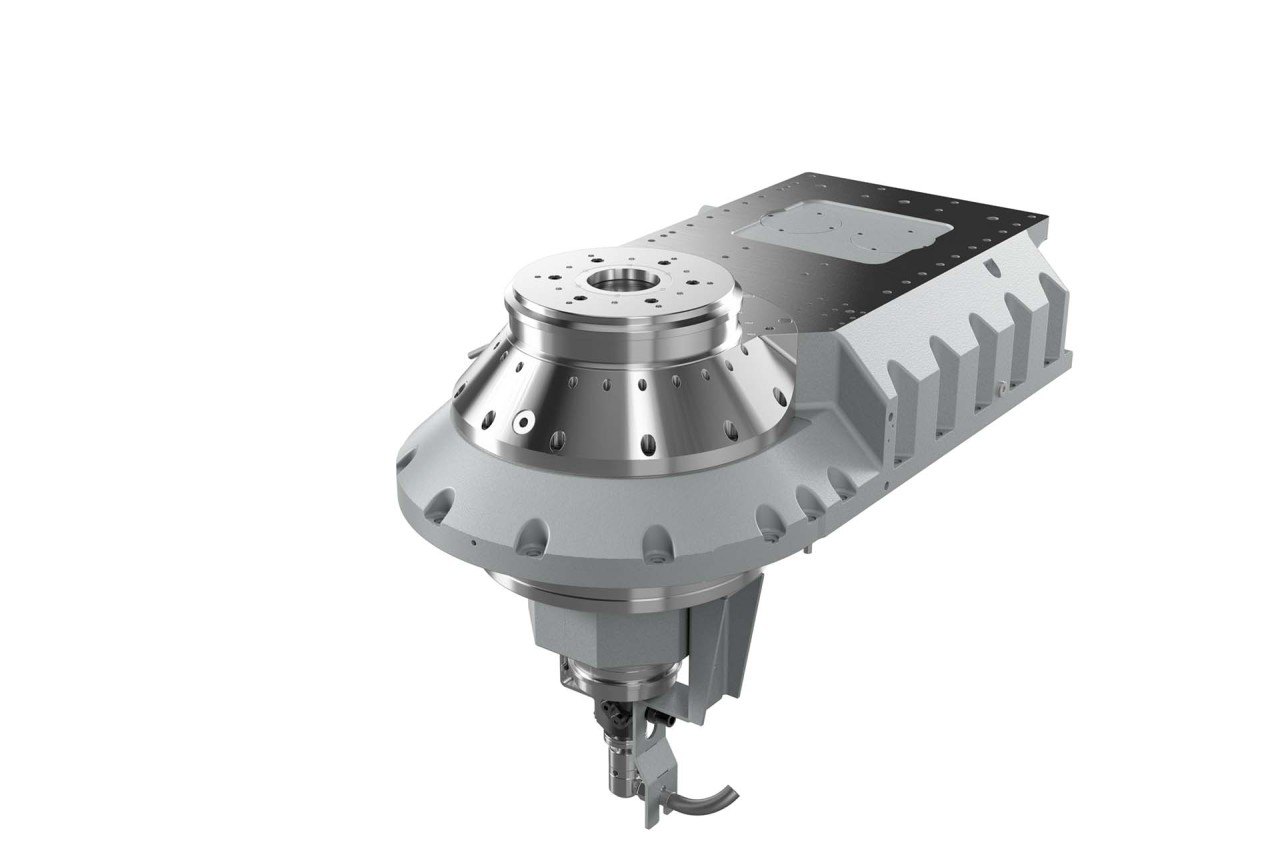
T 400 D
01/03
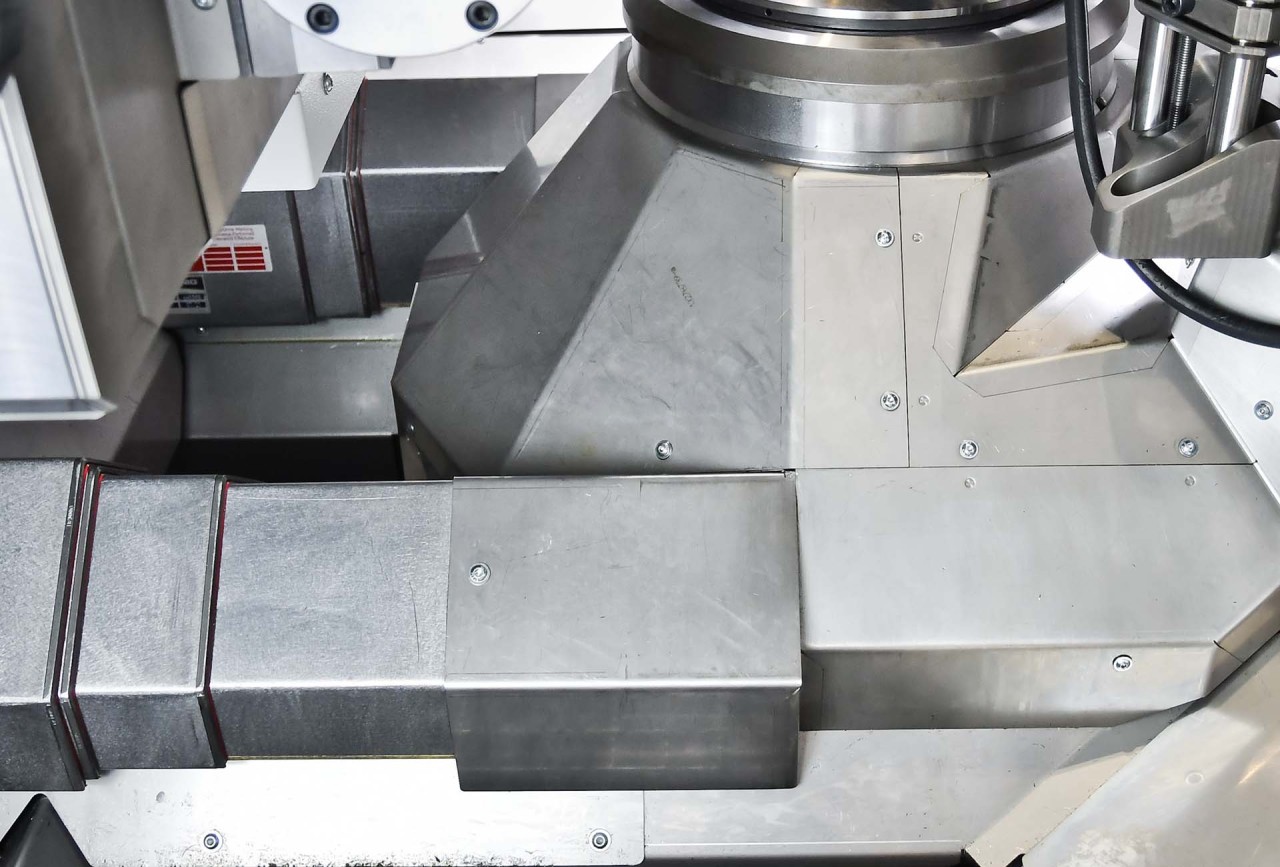
完美的干式加工

NC 对侧机架和自动化环形装载器

通过环形装载器实现内部工件自动化
01/02

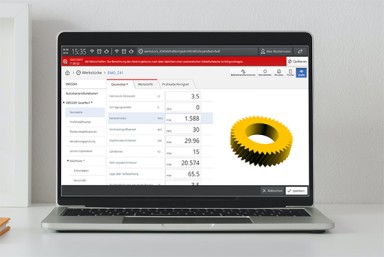
优化的控制台 LHStation 和 LHMobile

便携式手持终端 LHMobile
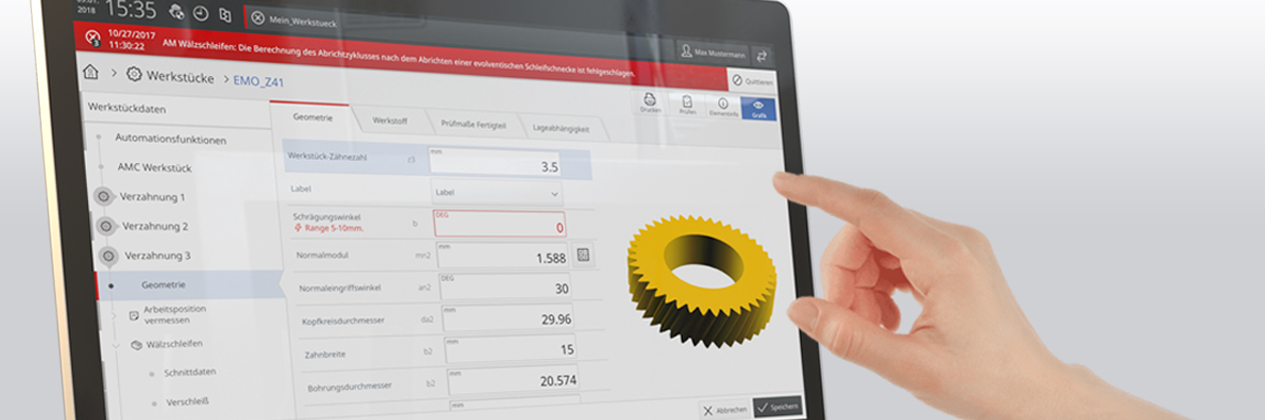
Liebherr 的编程系统:设置时间缩短 25%
01/03


01/02
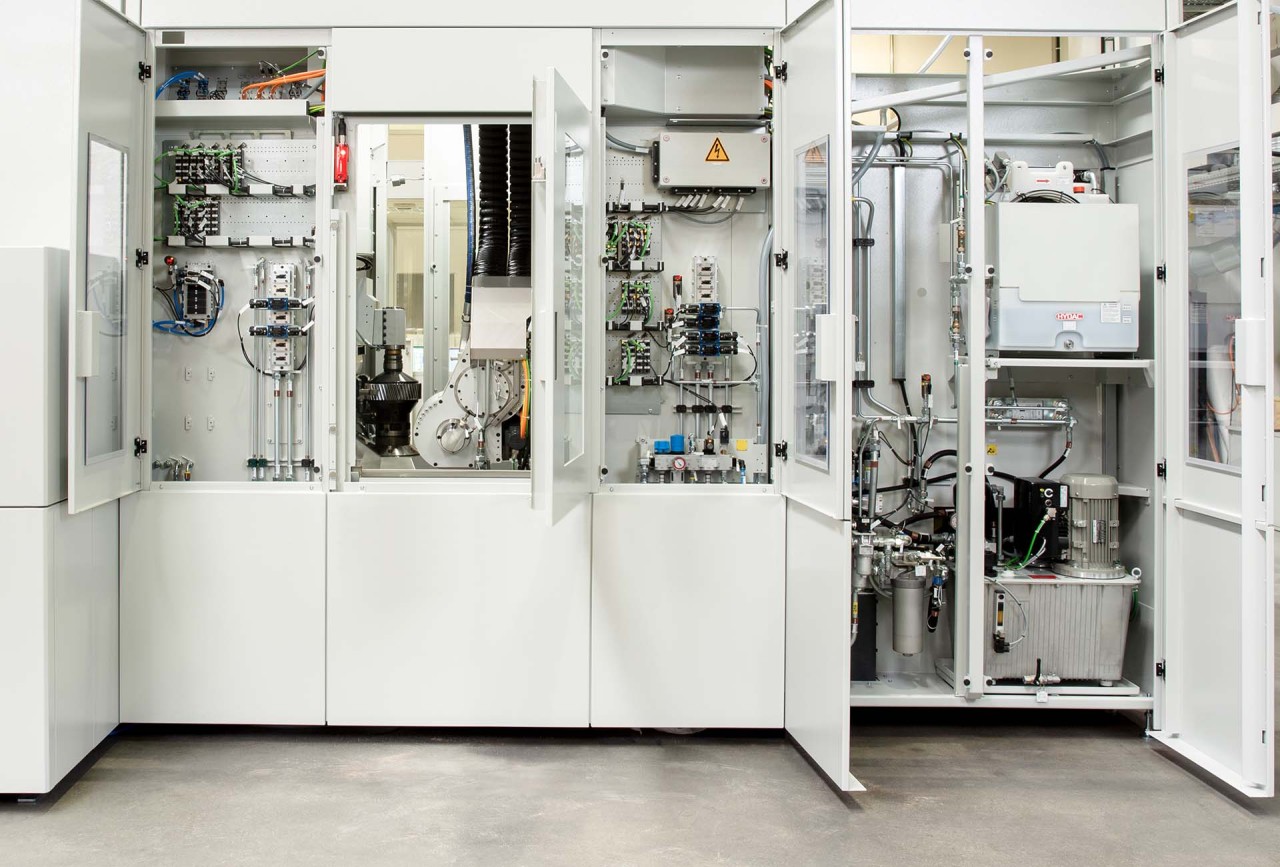
易于维护
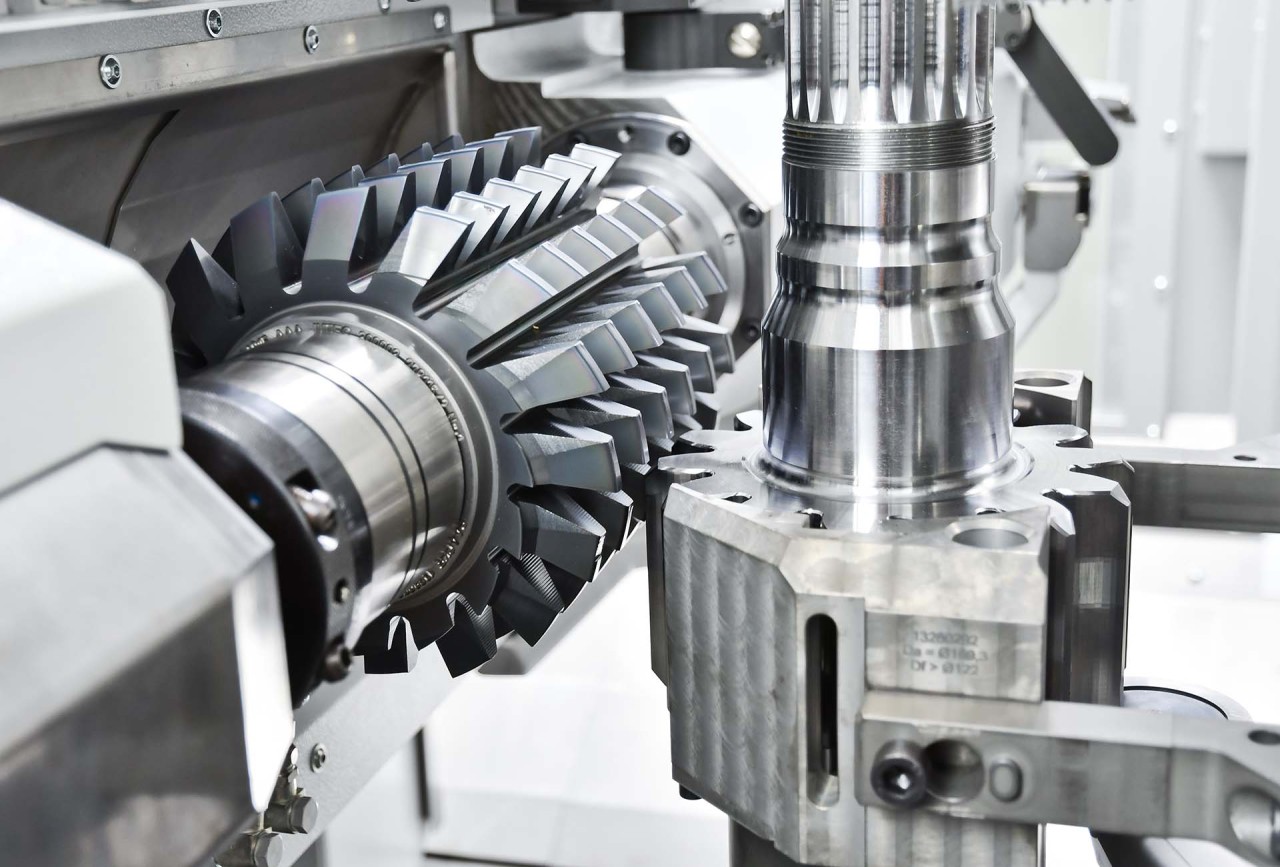
在主流程进行的同时铣削和倒角
集成了 ChamferCut 单元的 LC 300/500 DC

01/02

ChamferCut & FlexChamfer

ChamferCut - 快速。经济。精确。

ChamferCut 的优势

FlexChamfer - 高效。灵活。精确。

FlexChamfer 的优势
01/05
技术数据
| Variants | LC 300 | LC 300 DC | LC 500 | LC 500 DC |
|---|