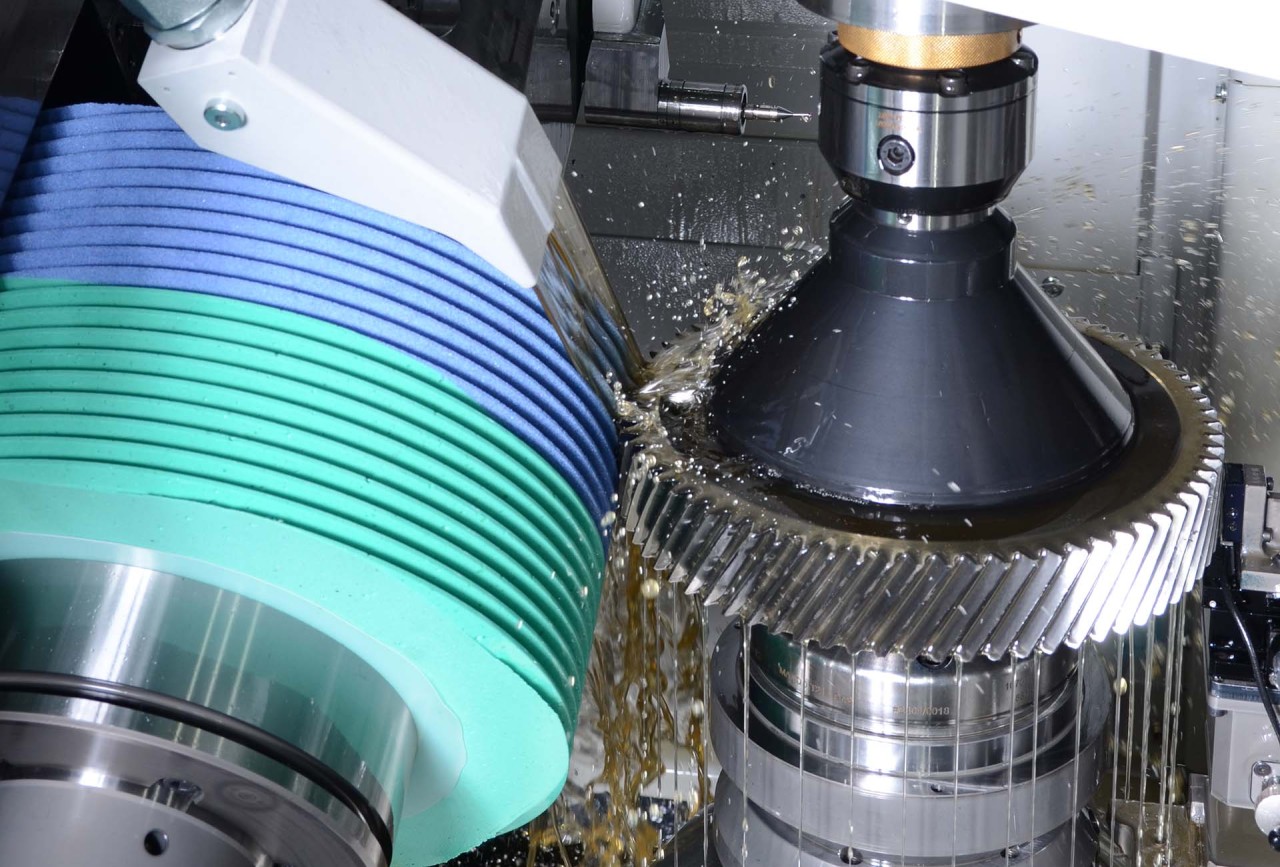
マシンコンセプト
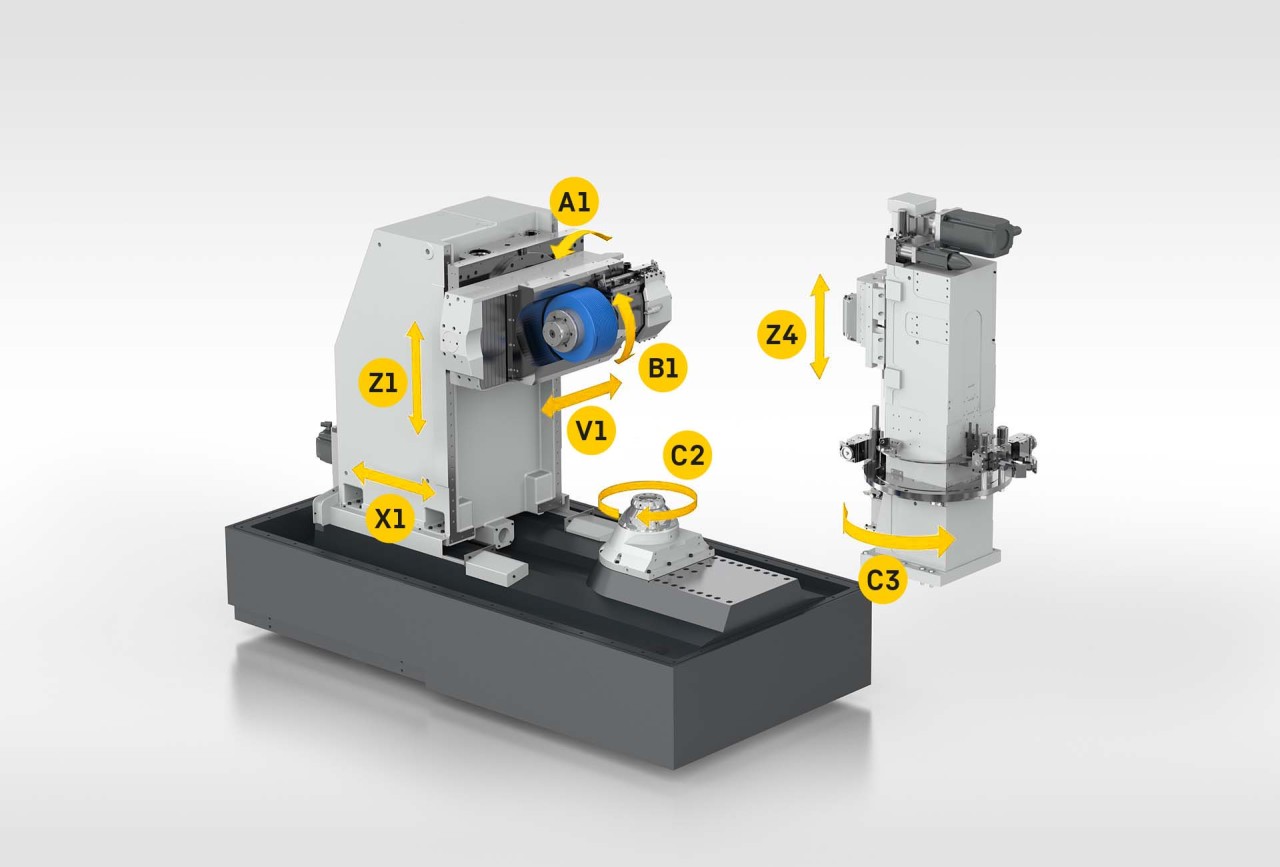

LGG 700 M
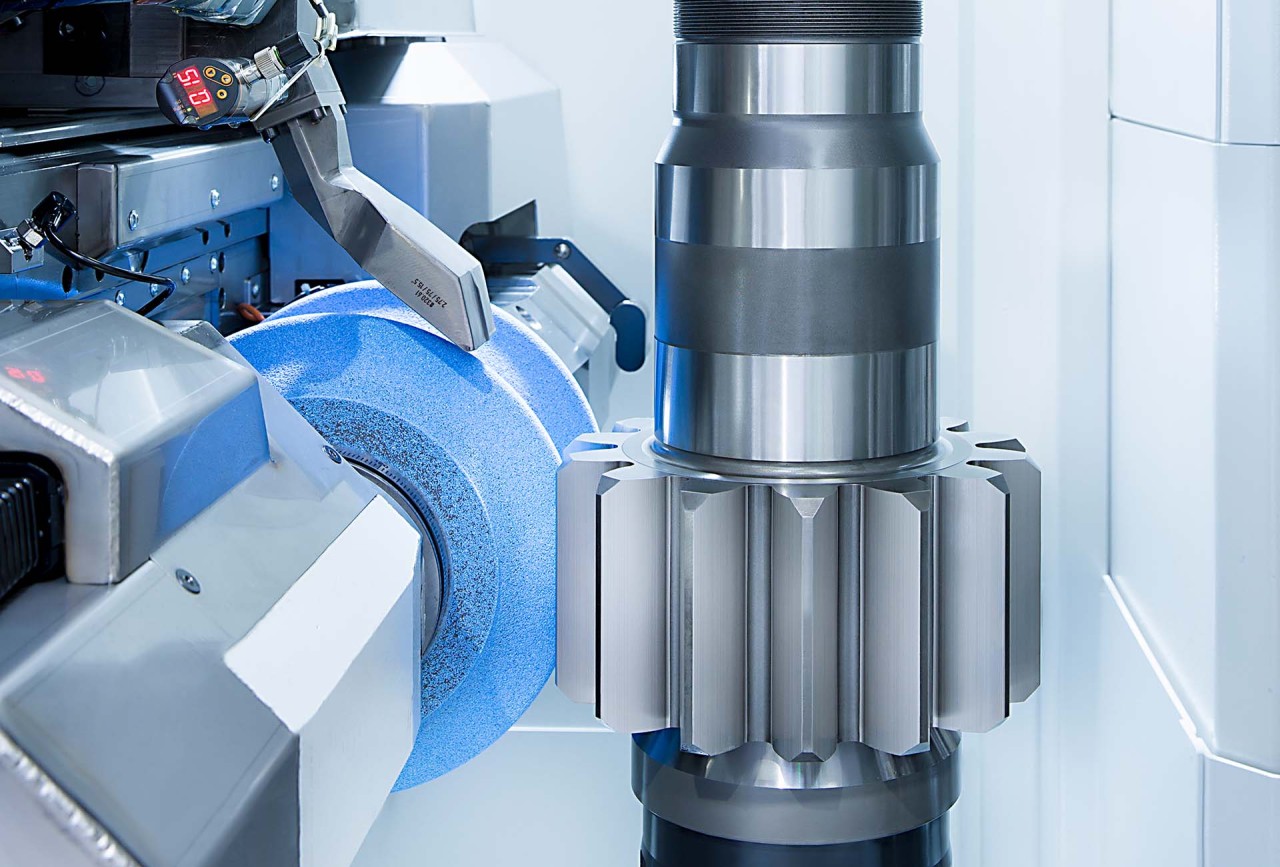
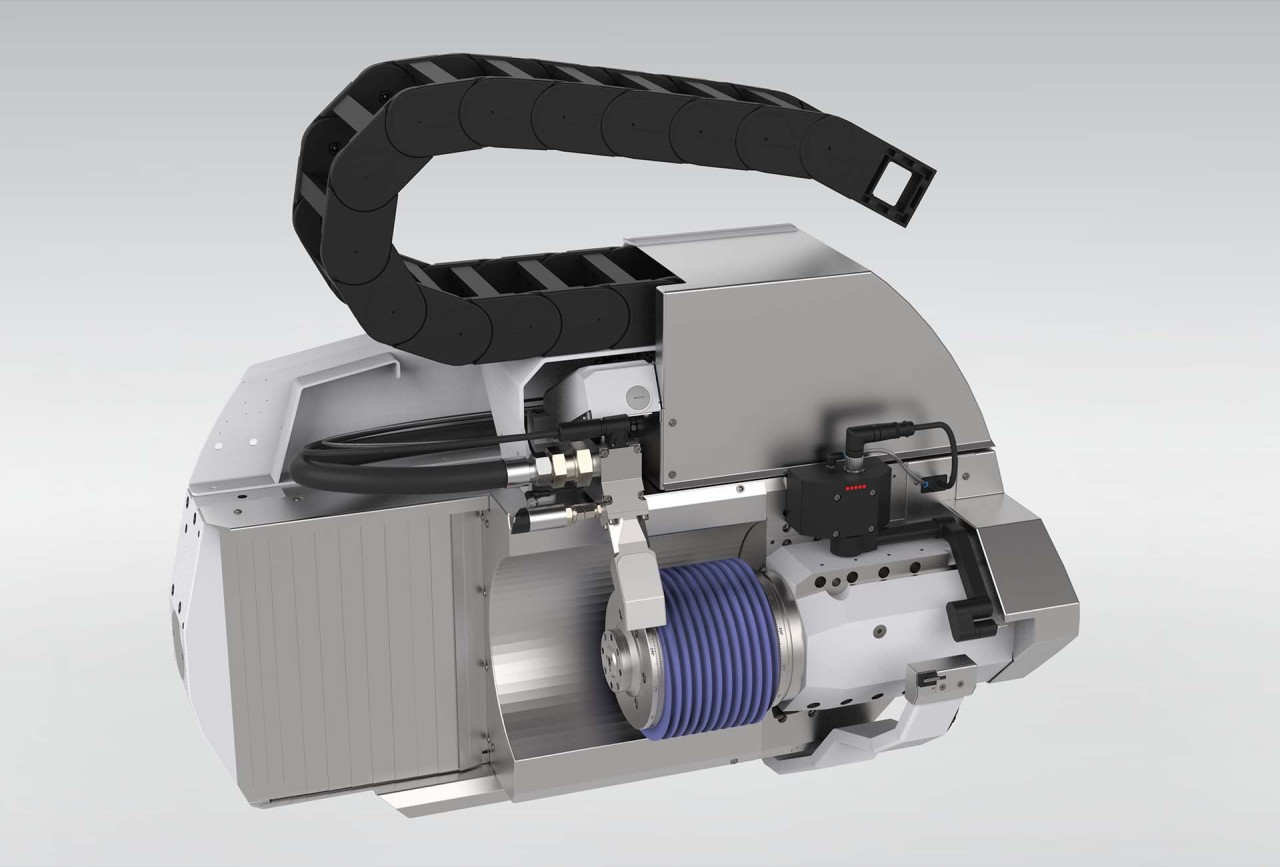
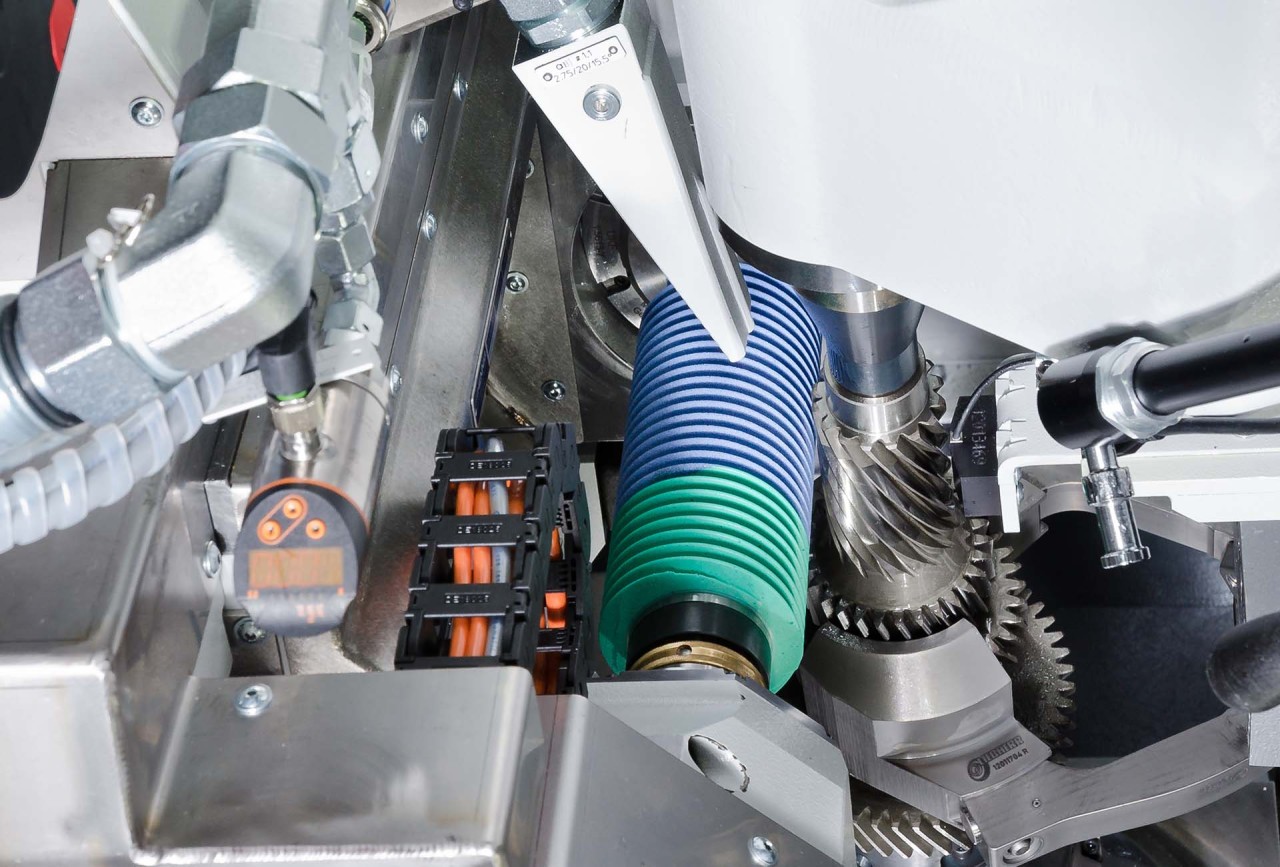
外歯と内歯の研削ヘッド
LGGにはプロセスにぴったりの外面研削ヘッドと内面研削アームが用意されています。スピンドルに内蔵されているバランサーシステムは、両外面研削ヘッド(GH 320とGH 240 CB)に使用されます。GH 320 CBでは、バランサーシステムは心棒に統合されています。
新しいタイプの研磨材を使用する場合などに、高い駆動力と回転数が大きなメリットとなります。最新のツールクランプにより、簡単かつ迅速な研削マンドレル交換が可能です。
衝突の危険性が高いワークや、特殊な歯車修正には、小径の研削工具を使用することができます。
研削ヘッドGH 320 CBでは、14㎜ モジュールまでのワークピースを効率よく、最高品質で研削することが可能になりました。
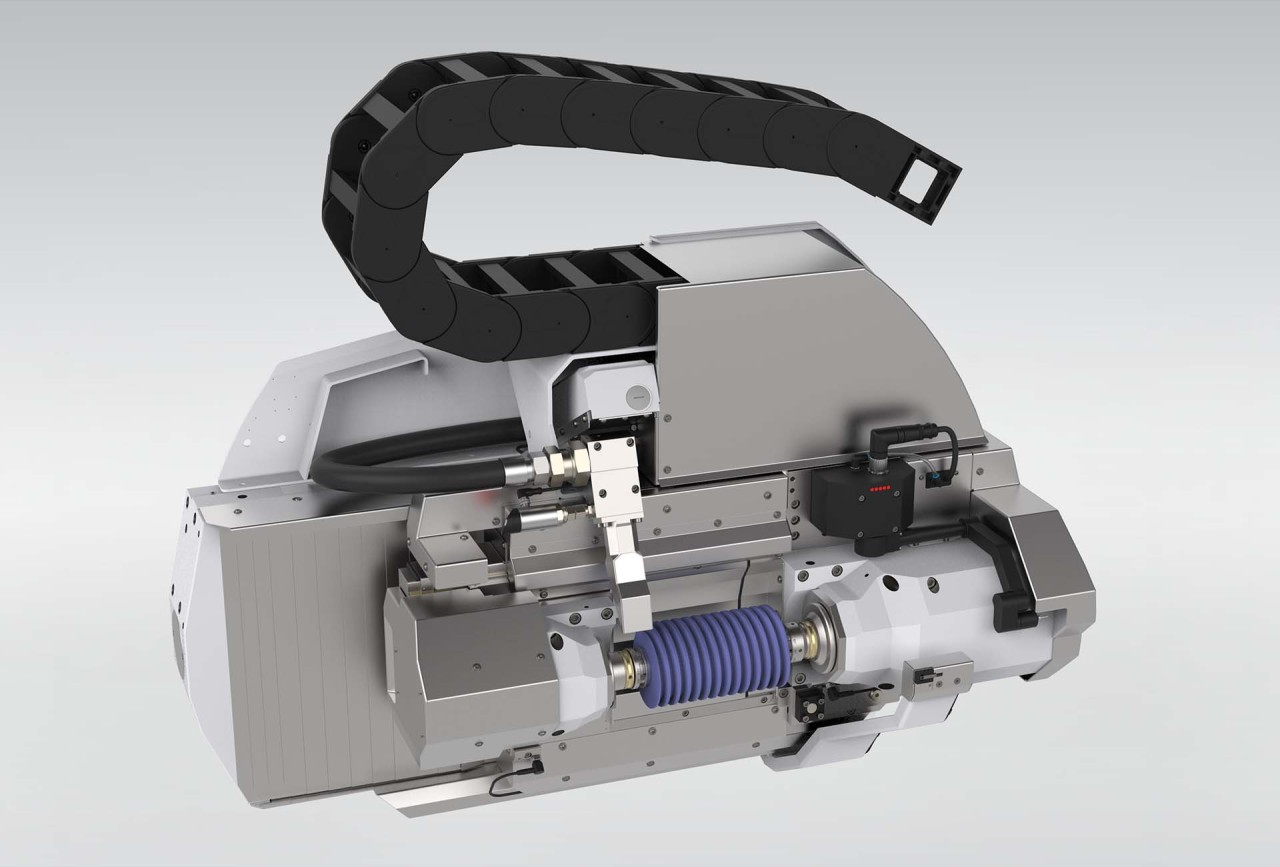
研削ヘッド GH 240 / 200 CB
GH 320

GH 320 CB
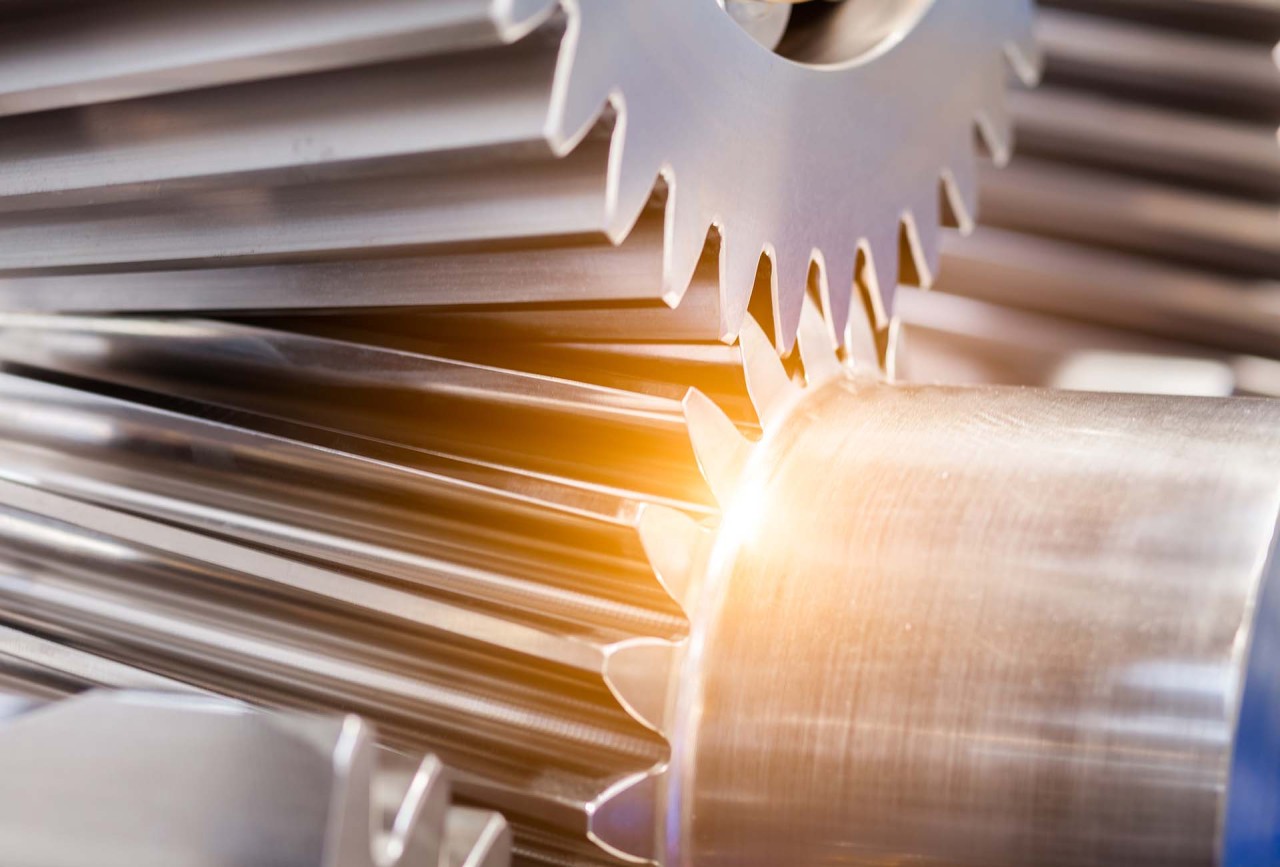
迅速かつ簡単に段替え
装着可能な内歯研削ヘッドは、外歯研削ヘッドに素早く簡単に取り付けることが可能で、主軸から駆動されます。ご要望に応じて、その他の研削ヘッドをご用意することもできます。
たった30分で外面研削から内面研削へ
動画
遊星歯車、モジュール14、創成・成形研削盤LGG 500での歯車研削
「同意する」をクリックすることで、一般データ保護規則の第6条1項(a)に従い、この動画に関連して Google へのデータ送信に同意したものとみなされます。各 YouTube 動画に個別に同意することを希望せず、このブロッカーなしで動画を読み込むことができるようにしたい場合は、「YouTube 動画を常に許可する」を選択し、今後弊社のウェブサイトで開く他のすべての YouTube 動画について、Google への関連データの送信に同意することもできます。
お客様は、設定の「その他のサービス(オプション)」(後に弊社ウェブサイトのフッターにある「データ保護設定」からもアクセス可能)で当該サービスの選択を解除することにより、いつでも有効な同意を撤回し、以降のお客様のデータの送信を停止することができます。
詳細については、弊社のデータ保護宣言および Google のプライバシーポリシーをご覧ください。*Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland; 親会社:Google LLC, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA** 注記:Google へのデータ送信に伴う米国へのデータ転送は、2023 年 7 月 10 日の欧州委員会による妥当性決定(EU-米国データプライバシーフレームワーク)に基づいて行われます。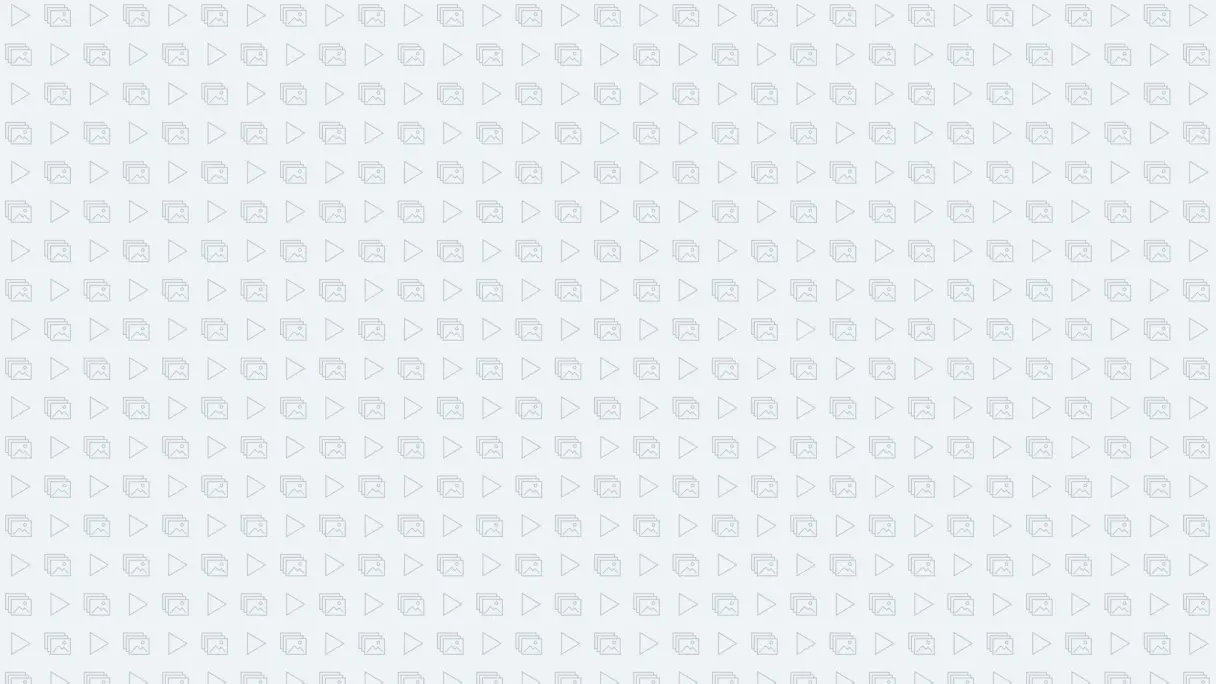

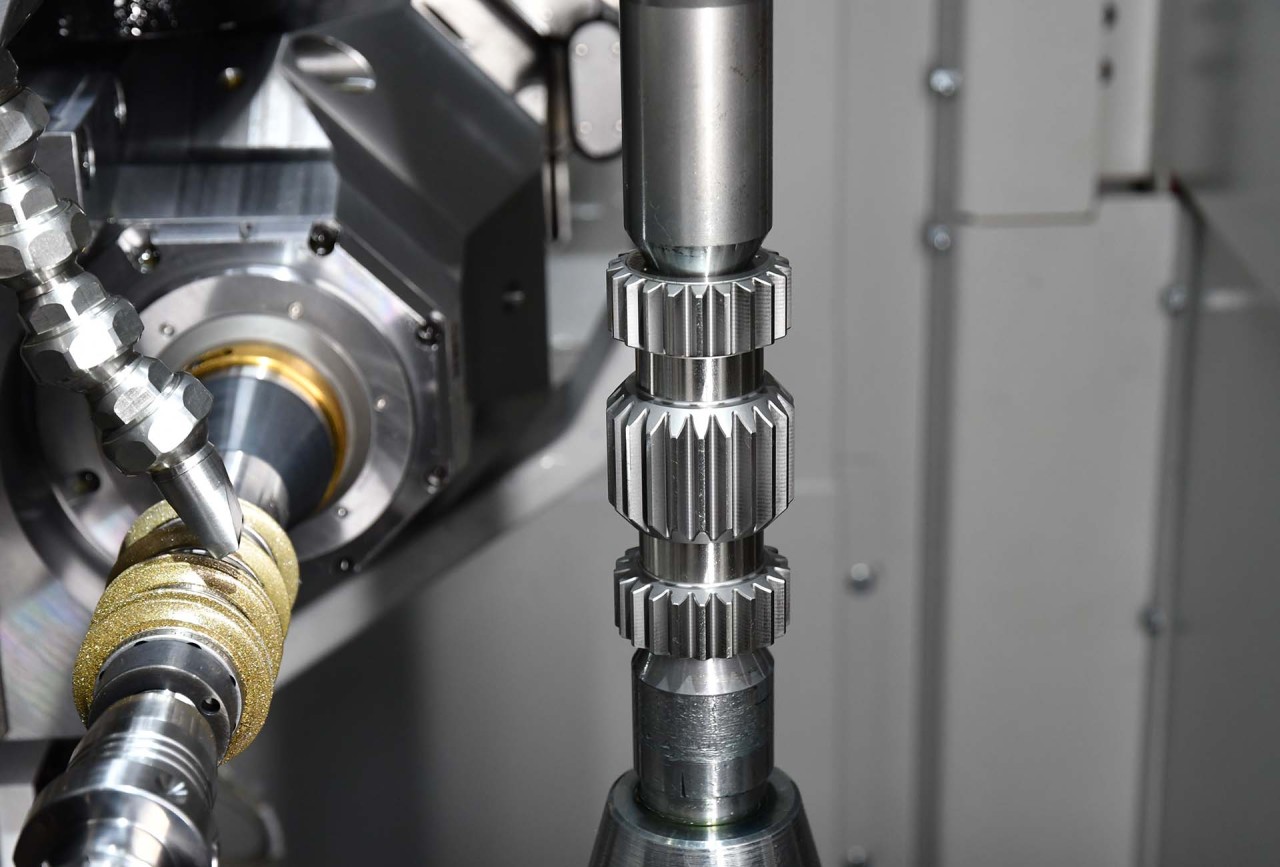
機内測定
可動式/固定式歯合わせセンサー
加工技術
将来ニーズへの準備も整っています
非対称歯車の創成研削
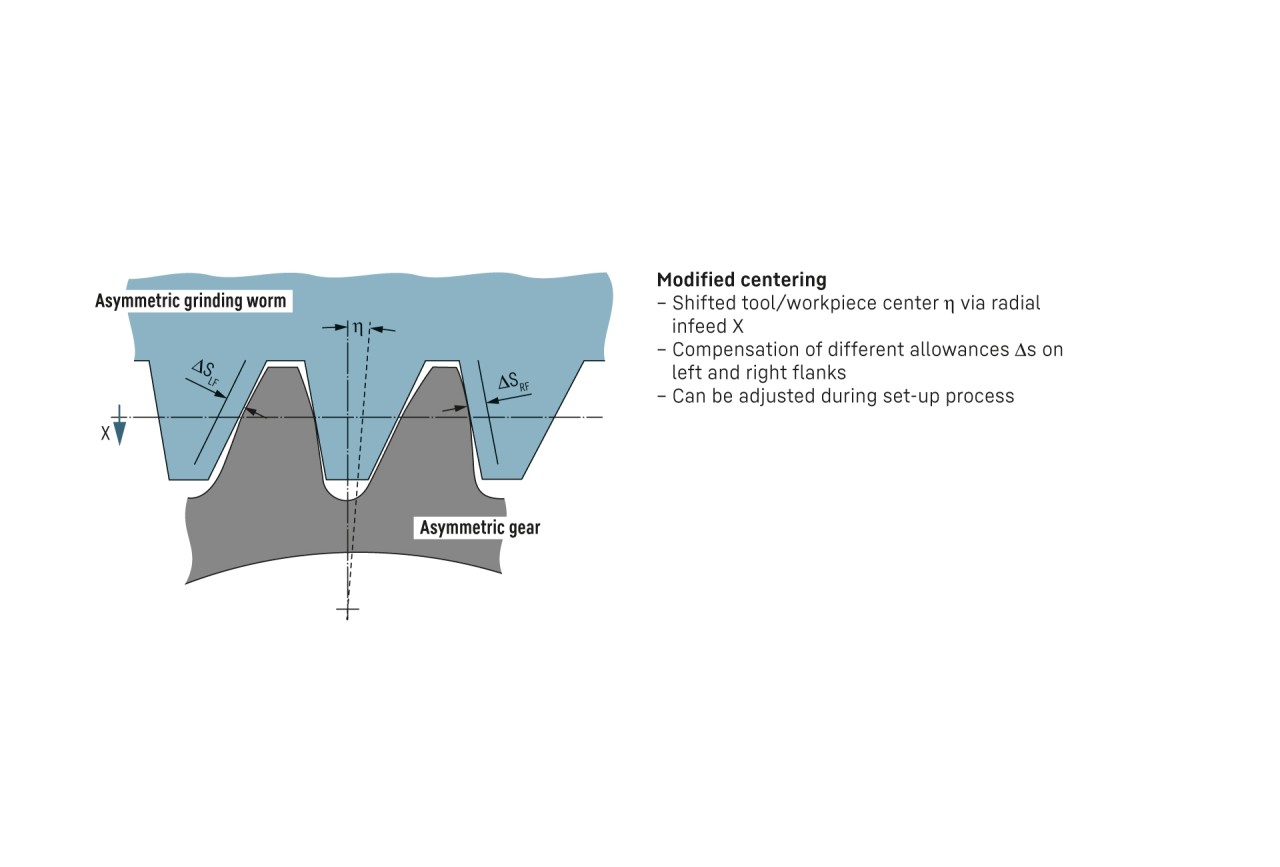
非対称歯車の創成研削の要件
小径砥石での創成研削
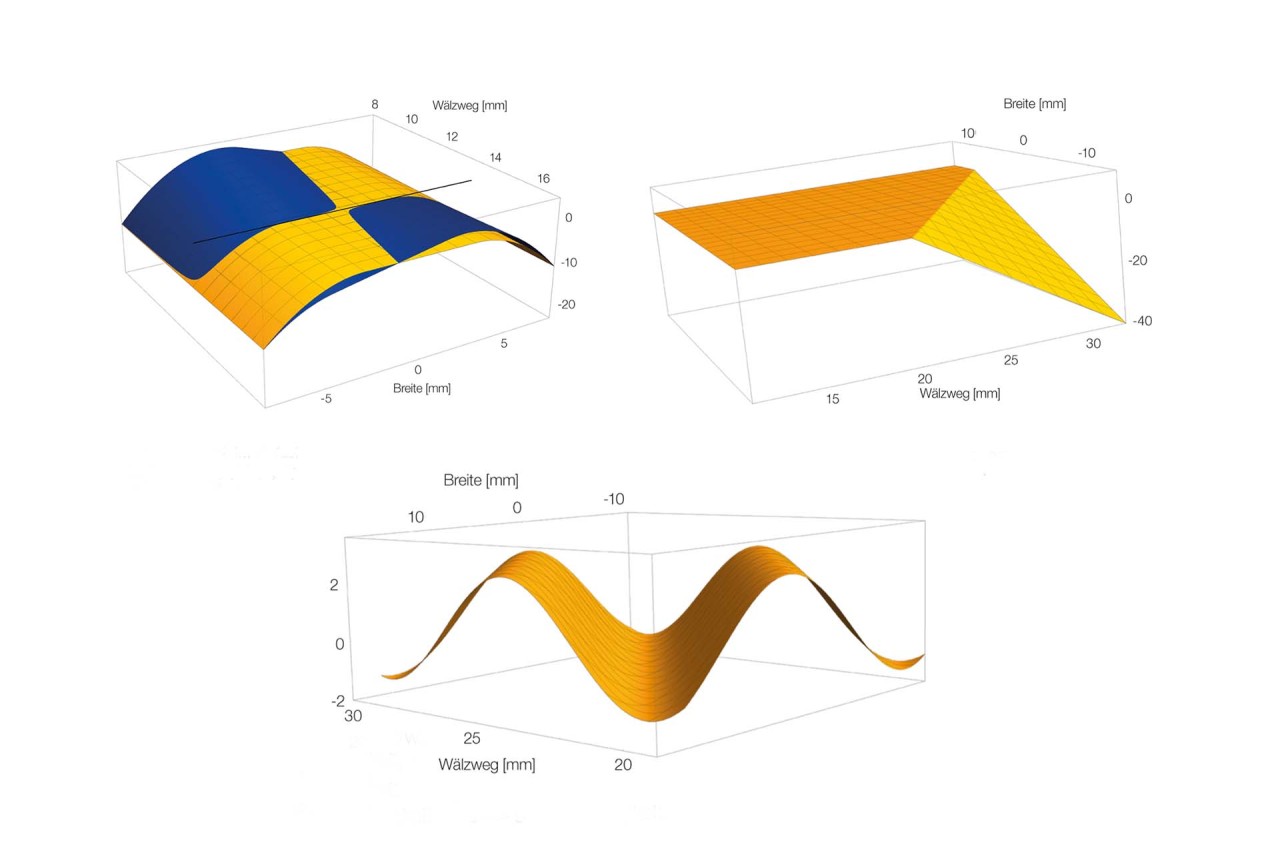
ファイン研削とポリッシュ研削
なぜ、歯面には修正や超仕上げが必要になるのでしょう?
Liebherrのソリューション:ファイン研削とポリッシュ研削
ドレス不要のCBNで創成と成形研削

CBN創成研削

CBN成形研削
ワークハンドリング装置搭載
オートメーション
最高レベルのユーザーフレンドリーな操作

機能を最適化した新しい操作盤LHStationとLHMobile

持ち運び可能なハンドヘルド操作ユニット LHMobile
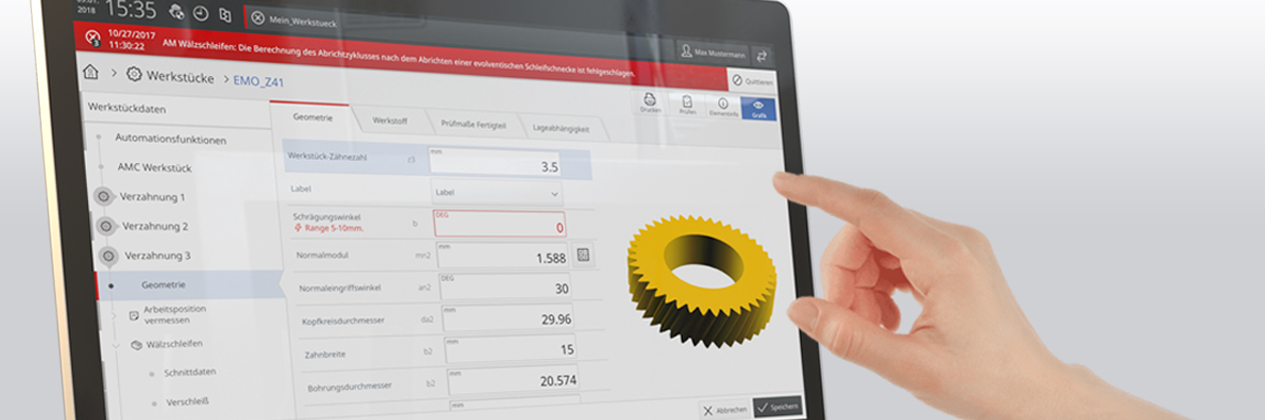
Liebherrのプログラミングシステム:セットアップ時間を25%短縮
テクニカルデータ
| Variants | LGG 300 | LGG 380 | LGG 500 | LGG 700 M |
|---|





