
PHS 1500 Allround doubles productivity
GEA Group is one of the largest system suppliers for the food, beverage and pharmaceutical industries. The Food Solutions division manufactures components for packaging machines at its Wallau site. There, a well thought-out automation concept has significantly increased productivity. Two Grob G751 5-axis machining centers produce the same amount of parts as five machines previously did – and almost exclusively in batch size 1. And this is thanks to the automated loading of the Liebherr PHS 1500 Allround pallet handling system.
The GEA Group AG plant in Wallau, Hesse, is a major production site of the Group, which is active on a global level with a total of more than 18,000 employees. At this site, around 400 employees produce ultra-modern and technically complex deep-drawing and packaging machines for the food industry, amongst other things. The production of format parts made of aluminum for plastic molds was switched about a year ago to two 5-axis machining centers from machine manufacturer Grob, which are loaded automatically by Liebherr’s PHS 1500 Allround pallet handling system. Two further Grob G751 machines of identical design are already planned as additions to the plant and will be installed successively, as will two further setup stations. In this way, the machines are linked together and can produce the workpieces automatically in any sequence and batch size.
Flexible automation for batch size 1
At the beginning of the project, the question was whether automation could be a suitable solution at all in view of the high diversity of parts – 90% are individual parts. The requirement for highly flexible production of individual parts and small batches on the one hand and automated and productive manufacturing on the other initially seemed contradictory. At this point, GEA’s project team brought Hans-Hermann Rink, the owner of Rink Werkzeugmaschinen in Hesse, on board. As a general contractor, he had already had good experience with an integrated automation solution from Grob-Maschinen and the Liebherr PHS Allround pallet handling system and got in touch with Liebherr-Verzahntechnik GmbH.
“We discussed for a long time whether high spindle running times could also be realized with versatile individual part manufacturing,” Rink recalls. The decision was ultimately based on a comparable system with a PHS 1500 Allround that had already been in operation for some time at a neighboring supplier company. GEA had been working with this company for many years and had a great degree of trust in them, and so the GEA project team in Wallau, led by Production Manager Thomas Moll, was able to see the versatile and productive solution for themselves at the neighboring company.
For the same throughput of parts, we now only need two machines instead of five.

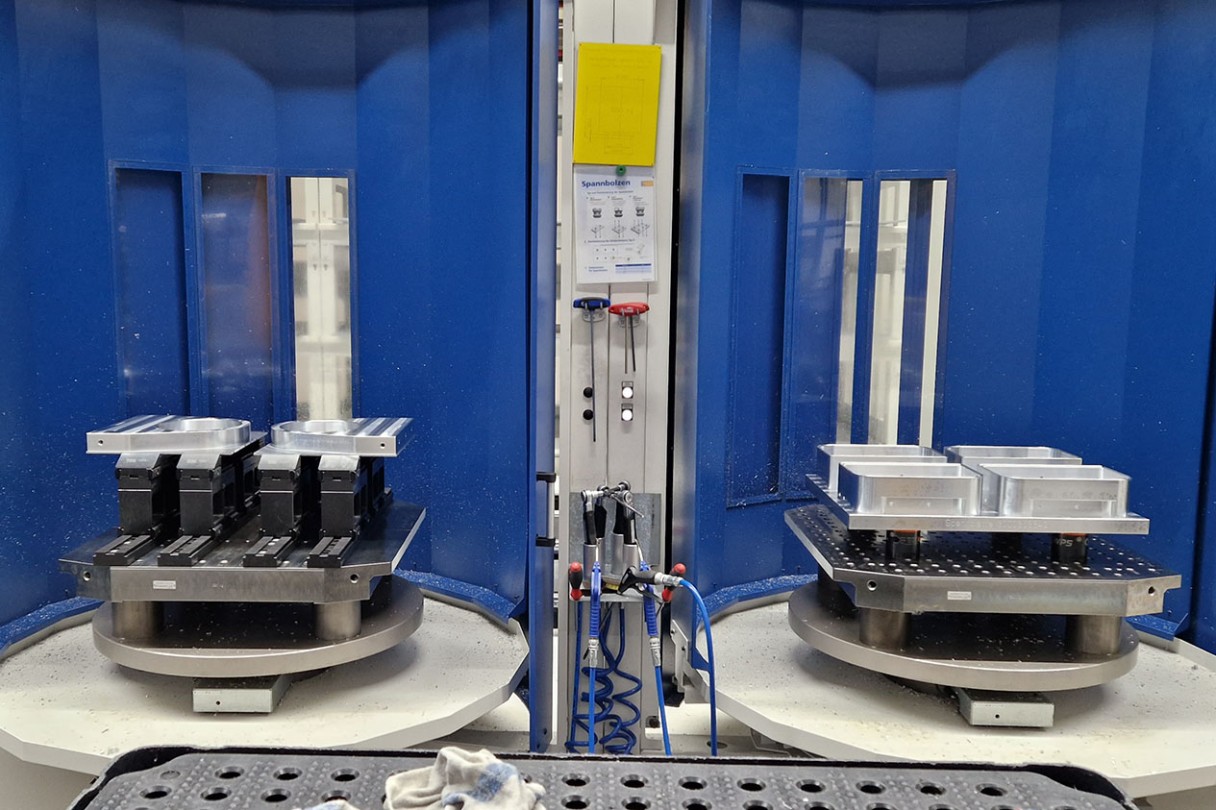
The linear storage system with its additional shelf level is loaded and unloaded via the lift module and telescopic fork
Customized design of the PHS 1500 Allround with four shelf levels
The modular PHS 1500 Allround is designed with a linear feed system, a mobile lift module with telescopic fork for direct machine loading and four setup stations for clamping and unclamping workpieces. “At GEA’s request, we integrated a fourth shelf level and thus 17 additional storage locations to create the highest possible pallet density for the low packaging forms,” reports Knut Jendrok, Area Sales Manager for Automation Systems at Liebherr-Verzahntechnik GmbH. In order to shorten the machining times of the workpieces, GEA invested in four horizontal Grob G751 machining centers and the PHS 1500 Allround.
The combination ensures doubled productivity due to the automated, versatile loading that distributes the workpieces optimally onto the machines. On the 5-axis machines, the sometimes very complex and demanding workpieces can be produced in a maximum of two clamping fixtures. In the first stage, two machining centers and two setup stations were interlinked with the system; an expansion of the system by adding two more machining centers would be possible without any problems. A master computer from Procam controls the automation.
Machines running around the clock
The previous stand-alone solution with five 4-axis machining centers, on which production was carried out in two-shift operation on weekdays, thus gave way to the new system. The investment has paid off: the machines now produce around the clock, seven days a week. At night and on weekends the plant runs unmanned. “We are currently working on an app-based, in-house solution for remote plant monitoring. This would mean that our employees no longer have to check on things themselves, but they receive a message on their mobile device if there is a malfunction,” says Moll. The problem of chip removal at night and on weekends was also elegantly solved with a chip briquetting press.
“We are highly satisfied with the performance of the system,” he goes on to say. “For the same throughput of parts, we now only need two machines instead of five. As a result, we have not only significantly increased our productivity, but have even been able to bring the production of outsourced stock parts back in-house. With the planned addition of two more machines to the line, we are setting ourselves up to be extremely competitive.” Upstream operations that were previously necessary will no longer be because the Grob G751 machining centers can not only hob, but can also deep-hole drill up to 800 millimeters. They thus ensure significantly faster throughput and reduce idle times.
Setup stations for different clamping fixtures
Unexpected challenges
Material availability is also good. Almost too good: Programming the constantly available parts was a challenge at the beginning. “All the programs had to be rewritten first. The speed of machining times and the versatile availability of parts was immense, so we could hardly keep up,” reports Moll. “The workflows between programmers and operators also had to reset. In the meantime, we have made all the necessary adjustments and the processes have been successfully established.”
Smooth project flow
Installation and commissioning of the system largely went smoothly. One challenge was laying the running rails for the lift module in the reinforced concrete floor of the hall. “I had a lot of respect for the construction of the entire system”, recalls Karl-Heinz Hergenröder, Shift Supervisor at the Tooling Center in Wallau. “But the team at Liebherr really did a great job during their time on site and always found the optimal solution. We worked together constructively, supported each other and had a lot of fun,” he continues. In the event of minor problems, which occurred now and then in the beginning during operation of the system, Liebherr also responded with support. “However, each time it turned out that the problems had other causes. The PHS 1500 Allround itself runs with absolute process reliability and stability,” assures Hergenröder, who adds, “If it were up to me, I’d buy it again and again!”
GEA Group AG
Industry:
Plant engineering
Company headquarters:
Düsseldorf
Employees:
Around 18,000
Founded:
1881
Website:
www.gea.com
More projects to follow
Word of the system’s impressive performance quickly spread within the Group to the sister company GEA Westfalia in Oelde, Westphalia. The manufacturer of state-of-the-art centrifuges for mechanical separation technology has also ordered a PHS 1500 Allround from Liebherr. “We are always in communication within the Group and can recommend the system without question,” says Thomas Moll.

