Durchlaufzeiten auf ein Viertel reduziert
Im Teisnacher Werk des Technologiekonzerns Rohde & Schwarz automatisiert das Palettenhandhabungssystem PHS 1500 Allround der Liebherr-Verzahntechnik GmbH vier 5-Achs-Bearbeitungszentren HF 5500 der Firma Heller. Damit ist es nicht nur gelungen, eine hohe Teilevielfalt auf einer verketteten Fertigungsanlage zu integrieren, sondern vor allem die Durchlaufzeiten der Teile erheblich zu reduzieren.
Rohde & Schwarz entwickelt, fertigt und vertreibt eine breite Palette an elektronischen Investitionsgütern für Industrie, infrastrukturbetreibende und hoheitliche Kunden. Der unabhängige Konzern gehört in all seinen Geschäftsfeldern zu den technologie- oder marktführenden Unternehmen, so in der Mobilfunk- und Hochfrequenz Mess-Technik, der Broadcast- und Medientechnik, der professionellen Funkkommunikationstechnik, wie auch auf dem Gebiet der Cybersicherheit und Netzwerktechnik. Das Werk Teisnach ist das Mechatronik-Zentrum im Rohde & Schwarz Werksverbund. Hier entstehen unter anderem Gehäuse, Schirmteile, Antennen, Leiterplatten, mikromechanische Präzisionsteile sowie elektromechanische Sonderanfertigungen aller Art. Als Kompetenzzentrum für Sender und Systeme fertigt und liefert das Werk alle Rundfunksender, Sicherheitsscanner sowie auch kundenspezifische Funkkommunikationssysteme und erbringt den Service dafür.

Rüstplatz und Steuerung für das Bearbeitungszentrum
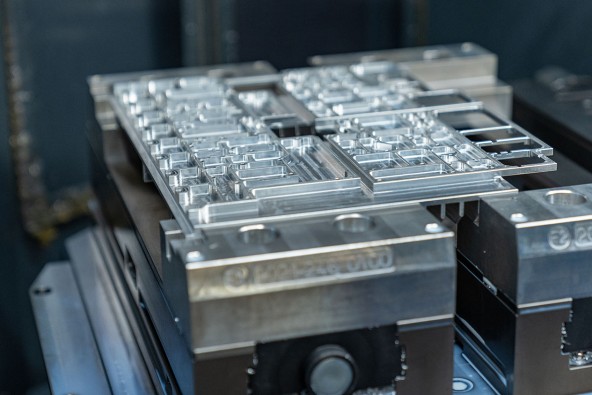
5-Achs-Bearbeitung anspruchsvoller Aluminiumteile
Dort wird im Dreischichtbetrieb und – bei hoher Auslastung – in bis zu 19 Schichten pro Woche produziert. Für die Bearbeitung komplexer Aluminium-Bauteile setzt Rohde & Schwarz im Werk Teisnach auf vier 5-Achs-Bearbeitungszentren des CNC-Werkzeugmaschinenherstellers Heller aus Nürtingen, dessen Bearbeitungslösungen bereits vielfach im Unternehmen eingesetzt werden. Die HF 5500 ist ein leistungsstarkes 5-Achs-Bearbeitungszentrum mit der fünften Achse „im Werkstück“ für das Horizontalfräsen und bietet Platz für große Vorrichtungen und Werkstücke sowie weite Verfahrwege. Mit der Kombination aus robustem Maschinenbett, der horizontalen Spindel und einem NC-Schwenkrundtisch mit Gegenlager und AB-Kinematik mit hochdynamischen Torqueantrieben bearbeitet die leistungsfähige Maschine die Werkstücke präzise und flexibel.
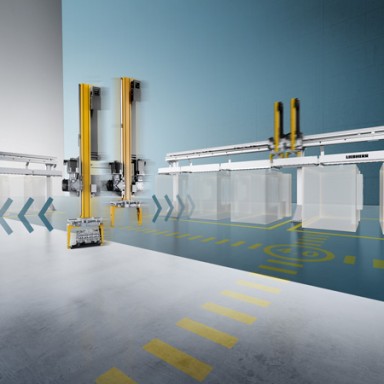
Automationslösung mit PHS 1500 Allround
Um die Durchlaufzeiten der Bauteile mit hoher Teilevarianz in kleinen bis mittleren Losgrößen zu optimieren, sollten die vier Bearbeitungszentren automatisiert und über einen Leitrechner gesteuert werden. Die größte Herausforderung dabei war die niedrige Deckenhöhe der Produktionshalle im Werk Teisnach: Auf weniger als vier Metern Höhe mussten möglichst viele Speicherplätze untergebracht werden – ein Fall für das Palettenhandhabungssystem PHS Allround von Liebherr, das sich aufgrund seines modularen Konzepts perfekt an die Anforderungen und Platzverhältnisse des jeweiligen Unternehmens anpassen lässt. Aus diesem Grund – und aufgrund der guten Erfahrungen, die Heller mit Automationslösungen von Liebherr bereits gemacht hatte – schnürten die Partner ein Gesamtpaket aus Heller-Maschinen und dem Liebherr-PHS 1500 Allround.
Rhode & Schwarz
Werk Teisnach
Branche:
Elektronische Investitionsgüter
Unternehmenszentrale:
München
Mitarbeitende:
2.000 am Standort Teisnach
12.300 im Unternehmen
Gegründet:
1969 (Werk Teisnach)
1933 (Unternehmen)
Website:
Einfache Integration des Leitrechners
Ein weiteres Kriterium war, dass das bestehende Leitrechner-System bei Rohde & Schwarz mit der Automation kompatibel sein sollte. Christian Heiler, zuständig für die Angebots- und Projektabwicklung von Automationen bei Heller, erinnert sich: „Die perfekte Definition der Schnittstellen und die Abstimmung dazu war ein wichtiger Teil der Angebotsphase. Der Kunde hatte bereits eine Anlage mit Soflex Steuerung erfolgreich im Einsatz und wollte eine Automationslösung, die sich ohne Weiteres integrieren lässt. Auch hier lieferte Liebherr ein „Perfect Fit“, denn Soflex ist einer der beiden Leitrechneranbieter, mit dem Liebherr bereits seit Jahren zusammenarbeitet. Die Software stellt den Überblick über alle Ressourcen sicher und ermöglicht die optimale Planung der Fertigungsaufträge, zum Beispiel durch Priorisierung und Strategien für bemannten und unbemannten Automatikbetrieb.
Das PHS Allround – modular und platzsparend
Das PHS Allround ist ein platzsparendes, flexibles und erweiterbares Fertigungssystem, das Werkzeugmaschinen automatisch mit fertig gerüsteten Maschinenpaletten versorgt. Es reduziert Stillstandszeiten durch hauptzeitparalleles Rüsten und der Regalspeicher ermöglicht eine mannlose Fertigung über einen langen Zeitraum. Ein dreh- und schwenkbares Liftmodul erlaubt auch die Beladung schrägstehender Regale oder Maschinen. Bei der Entwicklung des Systems wurde speziell beachtet, dass es sich auch für niedrige Deckenhöhen eignet.
„Damit war das PHS 1500 Allround für uns im Grunde maßgeschneidert. Das wäre mit anderen Systemen nur schwer umsetzbar gewesen“, erinnert sich Georg Kauschinger, Leiter der Horizontalbearbeitung bei Rohde & Schwarz im Werk Teisnach. „Auf den ersten Blick war man selbst bei Liebherr skeptisch, ob das System in die Halle hineinpassen würde“, setzt er lachend hinzu.
Baugrößen des PHS Allround
| PHS 800 Allround | PHS 1500 Allround | PHS 3000 Allround | |
| Transportgewicht max. | 800 kg | 1.500 kg | 3.000 kg |
| Transportgewicht max. bei Option Doppellader | 2 x 600 kg | 2 x 1.200 kg | nicht verfügbar |
| Störkreisdurchmesser* max. | ø 600 mm / ø 900 mm | ø 900 mm / ø 1.400 mm | ø 1.400 mm / ø 1.700 mm |
| Maschinenpalettengröße max. | 400 x 400 mm / 630 x 630 mm | 630 x 630 mm / 800 x 800 mm | 800 x 800 mm / 1.000 x 1.000 mm |
| Regalebenen | 2 bis 3 | 2 bis 3 | 2 bis 3 |
| Werkstückhöhe max. (inklusive Palette) | 1.200 mm (2 Regalebenen) | 1.200 mm (2 Regalebenen) | 1.600 mm (2 Regalebenen) |
| * Der Störkreisdurchmesser bezeichnet die maximal zulässigen Abmaße der Maschinenpalette inklusive Aufspannung und Werkstück | |||
Schnelle Durchlaufzeiten auch für komplexe Bauteile
PHS 1500 Allround als Produktivitätsbooster
Im Laufe des Jahres 2019 wurden nacheinander drei der vier Bearbeitungszentren von Heller in Betrieb genommen. Im Zuge der Lieferung der zweiten Maschine wurde auch das PHS 1500 Allround installiert und die Maschinen erstmals automatisiert betrieben. Die vierte Maschine folgte 2020. Die Anlage besteht somit aus vier 5-Achs-Bearbeitungszentren und zwei Rüstplätzen, einer davon drehbar. Ein großzügiger Teilespeicher für 70 Maschinenpaletten auf drei Regalebenen sorgt für eine hohe Autonomie der Anlage. Die Maschinen müssen nicht ständig betreut werden, eine „mannarme“ Fertigung ist möglich. Während bei Anlagen ohne PHS eine Person je Maschine und Schicht zum Bedienen benötigt wird, sind es bei den verketteten Maschinen deutlich weniger: Der Personaleinsatz ist im Vergleich zu nicht verketteten Maschinen um rund 40 % geringer.
Die Fertigungsaufträge werden jetzt mit Angaben zu Losgröße und Endfälligkeitsdatum über die ERP-Schnittstelle an die Soflex-Leitsteuerung übertragen und müssen nicht mehr von Hand eingegeben werden. Auch die Werkzeugdaten werden jetzt mittels Data-Matrix-Code und eindeutiger ID automatisiert von der Werkzeugdatenverwaltung über den Leitrechner an die Maschine übermittelt. Es ist keine manuelle Eingabe von Werkzeugdaten an der Maschine mehr erforderlich. Durch die Anbindung an das ERP-System wurde die Fertigungssteuerung so optimiert, dass die Durchlaufzeit der Bauteile jetzt nur noch sechs bis acht Tage beträgt – anstatt wie zuvor 30 bis 35 Tage. Geichzeitig verbesserten sich die Spindellaufzeiten um 10 %.
Schnelle Verfügbarkeit von Ersatzteilen
Ein weiteres wichtiges Kriterium für die Auswahl der Automationslösung war die schnelle Verfügbarkeit von Ersatzteilen. Aufgrund des persönlichen Kontaktes und der Referenzen von Liebherr wurde schnell klar, dass man mit den Kemptenern einen langfristigen Partner für die Ersatzteilversorgung und Wartung gefunden hatte. „Allerdings lief die Anlage bisher so reibungslos, dass wir den Service tatsächlich noch nicht in Anspruch nehmen mussten“, erzählt Kauschinger. „Zu Beginn haben wir für einige kleinere Probleme auf den Remote-Support von Liebherr zurückgegriffen, der diese unkompliziert und innerhalb kürzester Zeit gelöst hat.“
Liebherr besitzt das ‚Maschinenbau-Gen‘: Egal, ob in der Verzahntechnik oder der Automation – das merkt man an den Produkten, an der Beratung und an den Projektabläufen.
Gute Zusammenarbeit im Projekt
„Das Wichtigste war, in jedem der beteiligten Unternehmen einen festen Ansprechpartner zu haben und jederzeit auf die Unterstützung der Anbieter zurückgreifen zu können“, betont Kauschinger. „Bei unseren Besuchen in Kempten wurden wir über alle Einzelheiten beraten und aufgeklärt und fühlten uns sehr gut informiert. Hier wurde für uns sichtbar, dass das Unternehmen Liebherr als bodenständiges Familienunternehmen ein verlässlicher Partner ist, der für soliden deutschen Maschinenbau steht.“ Christian Heiler ergänzt augenzwinkernd: „Liebherr besitzt das ‚Maschinenbau-Gen‘: Egal, ob in der Verzahntechnik oder der Automation – das merkt man an den Produkten, an der Beratung und an den Projektabläufen.“
Erweiterung um automatisierten Rüstplatz
Perspektivisch soll die Anlage um einen automatisierten Rüstplatz ergänzt werden, der die Rohteile über einen Roboter ins System einschleust. Dabei wird auch eine Bin Picking-Lösung, der automatisierte „Griff in die Kiste“, in die Überlegungen einbezogen. „Aufgrund der Erfahrungen, die wir in diesem Projekt gewonnen haben, wäre Liebherr sicherlich die erste Wahl, wenn wir ein Unternehmen für eine weitere Automationslösung ins Boot holen würden“, beschreibt Kauschinger das gewachsene Vertrauen.
Anlage als Showcase
Die Lösung konnte letzte Bedenken im Unternehmen gegenüber einer verketteten Anlage zerstreuen. Das Resümee von Georg Kauschinger fällt klar aus: „Die Anlage überzeugt auch als Showcase. Gerade Kennzahlen wie die Durchlaufzeiten sind echte Meilensteine. Der Erfolg des Projekts ist messbar.“